








Порошковая окраска.Выбор средств транспортировки
Транспортное оборудование выбирают и рассчитывают в соответствии с принятым и разработанным технологическим процессом нанесения порошковой краски с учетом многих факторов.
В случае поточных производств при выборе конвейера требуется, как минимум, следующая информация:
· характер помещения для монтажа, желаемая компоновка, инженерное обеспечение и т. д.;
· полная характеристика окрашиваемых деталей;
· характер проводимых видов работ и их продолжительность;
· объем производства и принятый режим работы цеха.
Информация, касающаяся помещения, в котором будет монтироваться конвейер, требуется для определения трассы движения конвейера и общей компоновки. Она должна включать чертежи производственных площадей и оборудования с указанием линии колонн и высоты помещения. Полезна информация о расположении вентиляционных шахт, пожарных гидрантов и инженерных сетей.
Для правильного выбора конструкции конвейера должна быть предоставлена также полная информация о деталях, которые будут транспортироваться. Необходимо знать максимальную высоту, ширину, длину и массу для каждого типа деталей. При определении размеров деталей следует уделить особое внимание их ориентации. Такие данные важны для проектирования участков очистки поверхности, промывки и нанесения покрытия.
При выборе конвейера должны учитываться не только максимальные размеры отдельно взятой детали, а параметры (например, максимальное поперечное сечение) группы деталей, комплектующихся на одной подвеске.
Поэтому необходимы данные:
Эти требования используются для определения пропускной способности конвейера и рабочих скоростей.
При расчете подвесных конвейеров необходимо также учесть просвет между нижней частью дорожки и верхней частью детали. Это расстояние, которое обычно называют просветом конвейера, зависит от типа подвесного конвейера и от метода подвески деталей. Здесь возникают две основные проблемы. Одна из них в том, что детали, двигаясь по кривым в вертикальной плоскости, ни за что не должны задевать (рис.15 и 16), а другая - обеспечить, чтобы ни одна из несъемных частей конвейера (дорожка, цепь, тележки, санитарные S-образные крюки и нагрузочные рычаги) не покрывалась порошком. Просвет конвейера при одноточечном и двухточечном подвешивании деталей может быть различным.
При рассмотрении ориентации и веса деталей следует оценить их теплоемкость в связи с необходимостью нагрева, сушки и термообработки. Следует обратить особое внимание на значительные колебания массы. Большие различия в массе могут потребовать специальных методов для обеспечения многократных циклов термообработки. В действительности это возможно только при использовании ручных конвейеров типа "тяни-толкай" или свободно-приводных конвейеров.
Помимо технических условий на детали, определяющих их размеры и вес, требуются также данные о скорости обработки деталей (количество деталей в час). Эти величины должны характеризовать наихудший случай работы при существующих уровнях производства и запас на дальнейшее увеличение производства, насколько это применимо. Они являются основой для определения чистой производительности. Для непрерывно движущихся конвейеров чистая производительность приравнивается к линейной скорости системы. Подвесные конвейеры высокой пропускной способности могут двигаться со скоростью порядка 0,25-0,3 м/с.
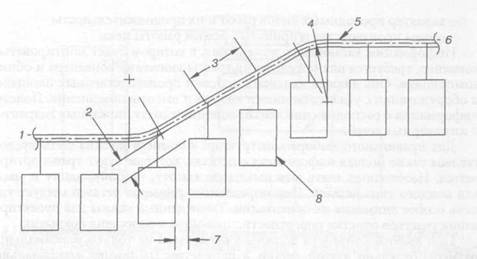
Рис.15. Положение деталей при подъёме конвейера
(одноточечная подвеска деталей, вид сбоку):
1 — нижний уровень; 2 - просвет конвейера;
3 - расстояние между обрабатываемыми деталями;
4 - радиус вертикальной кривой; 5 - подвесной конвейер;
6 - верхний уровень;
7 - просвет между внешними границами деталей; 8 - внешняя граница деталей максимальных размеров
Для систем с ручными транспортерами чистая производительность выражается числом единиц, проходящих за 1 ч. Пропускная способность ручных систем обычно составляет всего несколько единиц. Необходимые размеры просветов между деталями и конвейерами должны быть выверены для обеспечения свободного прохождения деталей как по кривым в вертикальной плоскости при изменении высоты (см. рис.15 и 16), так и при горизонтальных поворотах (рис. 8.17 и 8.18). Необходимые просветы должны быть учтены при расчетах производительности системы. Эти расчеты должны быть подкреплены чертежами. Затем полученные значения вводятся в технические условия на конвейер.
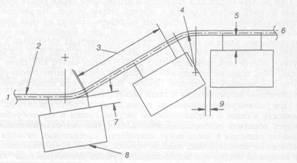
Рис.16. Положение деталей при подъёме конвейера
(двухточечная подвеска деталей, вид сбоку):
1 - нижний уровень; 2 - подвесной конвейер; 3 - расстояние между обрабатываемыми деталями;
4 - радиус вертикальной кривой; 5 - просвет конвейера; 6 - верхний уровень;
7 - просвет конвейера в кривой; 8 - внешняя граница деталей максимальных размеров;
9 - просвет между внешними границами деталей
На большинство проектов окрасочных линий налагаются жесткие ограничения в отношении капиталовложений, необходимых для их реализации. Системы транспортировки - непременные элементы установок для нанесения покрытий. Выбор прогрессивного метода транспортировки изделий и соответствующего оборудования может повысить эффективность и рентабельность всего производственного процесса. Важно понять, что использование новаторских решений в транспортировке материалов и изделий может повысить прибыль, получаемую с инвестированного капитала. Более быстрая окупаемость может быть реализована за счет снижения незавершенного производства, обеспечения оперативной поставки узлов,
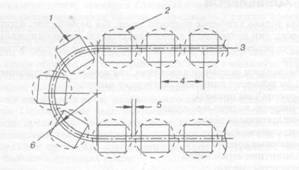
Рис.17. Положение деталей при горизонтальном повороте конвейера
(одноточечная подвеска деталей, вид сверху):
1 - внешняя граница деталей максимальных размеров; 2 - внешняя граница детали при вращении;
3 - средняя линия подвесного конвейера; 4 - расстояние между обрабатываемыми деталями;
5 - просвет между внешними границами деталей; 6 - радиус горизонтального поворота
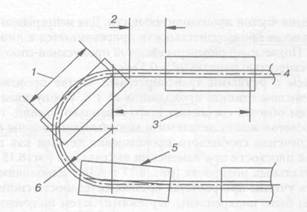
Рис.18. Положение деталей при горизонтальном повороте конвейера
(двухточечная подвеска деталей, вид сверху):
1 - максимальное расстояние между точками подвески;
2 - просвет между внешними границами деталей;
3 - расстояние между обрабатываемыми деталями; 4 - средняя линия подвесного конвейера;
5 - внешняя граница деталей максимальных размеров;
6 - радиус поворота (в горизонтальной плоскости)
снижения или устранения необходимости в ручных перемещениях грузов в процессе работы и улучшения эргономических условий, связанных с транспортировкой деталей через участки технологической цепочки.

