










Какова общая схема процесса производства порошковой краски?
Общая технологическая схема процесса производства производства порошковой краски включает в себя следующие этапы:
1 – подготовка и дозирование исходного сырья;
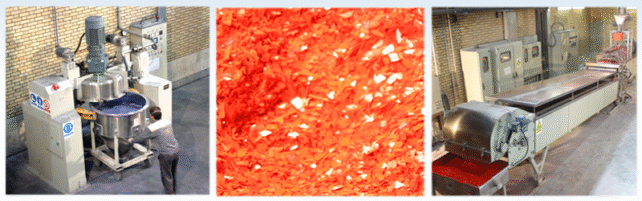
2 – смешение компонентов;
3 – экструдирование смеси (получение чипсов);
4 – измельчение чипсов;
5 – фасовка, упаковка, маркировка;
6 – контроль качества.
Контроль качества выделен в отдельный этап с определенной степенью условности. На самом деле этот этап разбивается на отдельные составляющие (подэтапы), которые являются обязательной (завершающей) частью каждого из этапов технологии.
Подготовка и дозирование исходного сырья. Этап начинается с получения исходного сырья на склад завода и его приемки. Сырье может поставляться в мешках или коробках, пластиковых емкостях объемом, мягких контейнерах (бигбегах) массой порядка 600 кг. При приемке сырья на складе проверяется целостность и внешний вид упаковки, соответствие количества и наименования сырья данным, указанным в транспортной накладной, номера партий сличаются с номерами в паспортах качества. После приемки необходимое для производства количество сырья с помощью различных устройств доставляется на участки дозирования, оставшаяся часть сырья хранится на складе. На участке дозирования также проводится визуальная оценка соответствия внешнего вида сырья определенным требованиям.
Дозирование сырья выполняется на участках малого и большого премиксов согласно заданию на производство. Сначала на малом премиксе производится ручное взвешивание на весах отдельных компонентов ПК, содержание которых в рецептуре краски незначительно. Оператором пробивается и подписывается чек, на котором указывается цифровой код взвешенного компонента и его фактическое количество. Затем смесь с малого премикса передается на большой премикс.
Большой премикс позволяет дозировать компоненты рецептурного состава ПК в больших количествах. Поступившее со склада сырье с помощью механических устройств засыпается в отдельные бункеры. Оператором большого премикса выбирается соответствующий количеству загрузки чистый передвижной (на колесиках) контейнер, который устанавливается на напольных весах под бункерами.
В определенной последовательности с контролем по весам отдельные компоненты пересыпаются из бункеров в контейнер (смесь от малого премикса – вручную). По окончании дозирования оператором пробивается и подписывается чек, в котором указывается номер компонента и его взвешенное количество. Далее контейнер с технологической картой и двумя чеками от премиксов перевозится на участок смешения.

Смешение компонентов. В зависимости от размера загруженного смесью передвижного контейнера операция выполняется промышленных смесителях (миксерах). Режим смешивания задается на таймере пульта управления. Для исключения перегрева на смесительную головку миксера подается охлажденная вода. По окончании смешения компонентов готовая смесь (шихта) в контейнере перевозится на участок экструзии.
Экструдирование смеси. Получение расплава краски в непрерывном режиме выполняется на специальном оборудовании, которое называется экструдер. Различные типы экструдеров отличаются друг от друга, в основном, производительностью. Условно экструдер можно разделить на два уровня: верхний и нижний.
Передвижной контейнер с готовой смесью с помощью механических устройств поднимается на площадку станции разгрузки (верхний уровень) и фиксируется на ней пневмозахватами. Оператор вручную открывает клапан контейнера, и шихта с помощью шнекового питателя начинает подаваться непосредственно в экструдер (нижний уровень). Проходя с регулируемой скоростью зону принудительного обогрева, шихта расплавляется и посредством шнеков самого экструдера уже в этом состоянии перемешивается до однородного состояния.
Горячий расплав (температура 110-130ºС) выдавливается из разгрузочного отверстия экструдера и стекает на охлаждающие цилиндры (валики) системы непрерывного охлаждения. Проходя между двумя цилиндрами, сплав раскатывается до вида ленты толщиной 0,5 – 1,5 мм, остывает и переходит в твердое состояние. Далее охлажденная лента через ленточный транспортер подается на дробилку, где происходит ее размельчение до состояния чешуек (чипсов) размером 10х10 мм. Принятие окончательного размера и вида чипсы принимают в системе измельчения.
Измельчение чипсов происходит на установке, в состав которой входят:
- турбовентилятор;
- импульсная мельница-классификатор;
- циклон с системой разгрузочных шлюзов;
- система тонкой очистки.
Турбовентилятор создает регулируемый поток воздуха, посредством которого чипсы переносятся в мельницу-классификатор, работающую по принципу ударно-центробежного измельчения. Далее поток воздуха направляет размолотый продукт в циклон и далее, через систему разгрузочных фильтров, на вибросито (для разных ПК размер ячейки вибросита может быть свой). На сите крупная фракция частиц отсеивается и возвращается на повторный размол в мельницу, а товарная фракция продукта подается на фасовку.
Из циклона воздух, содержащий порошковую пыль, поступает в систему тонкой очистки. Она представляет собой несколько рукавных фильтров, расположенных в одном корпусе. Проходя через рукавные фильтры, порошковая пыль осаждается на их поверхности, а очищенный воздух выбрасывается в атмосферу. Пыль из фильтров накапливается в пылесборнике и оттуда поступает в полиэтиленовые мешки. Мешки заменяются по мере наполнения.


