










Кислотное травление литографических пластин (гальваническое зернение)
Процесс так называемого зернения пластин из алюминия или цинка, направленный на то, чтобы подготовить их к процессу литографической офсетной печати, изначально производился механическим способом, при этом для втирания влажного абразива в листовой материал использовались стеклянные или стальные шары, движение которых осуществлялось в виде колебаний по окружности. В настоящее время данная процедура заменена технологией электрохимического травления, которое позволяет получать такое же по качество матовое травление с тонкой текстурой без каких-либо эффектов направленного проявления или металлургических свойств.
Электролитическое травление или процесс гальванического зернения обычно выполняются в разбавленном электролите на основе соляной кислоты (около 15 г/л) при температурах порядка 20-30ºС. Данный процесс реализуется с помощью переменного тока, который подается между парами пластин, расположенных параллельно на расстоянии 10-20 см друг от друга. При этом используется плотность тока 200-500 А/м2 при напряжении порядка 8-15 В. Травление обычно выполняется на протяжении 5-10 минут, в результате получается поверхность с большим количеством ямок, которая, однако, при этом является достаточно однородной и имеет достаточную матовость. Получение подобной поверхности является достаточно важным моментом для корректного осуществления печатания, так как при работе с ней достаточно легко контролировать водонесущие характеристики литографической пластины, а контроль над распространением ямок и их глубиной важны для производителя пластин.
Несмотря на то, что этот процесс использовался в промышленности начиная с 1950, однако в литературе на протяжении многих лет не существовало никакой удовлетворительной справочной информации касательно него. Самые ранние патенты описывают известные процессы, уже описанные выше, при этом в них указываются преимущества от использования прерываемой подачи тока, например, травления по 1 минуте с интервалами по 20 секунд. В следующем патенте указывается важность очистки листовой поверхности алюминия с помощью обычного процесса травления и процесса удаления сажи, который должны производится до гальванического зернения. Еще позднее ученые Томпсон и Даувел сделали детальные исследования процесса гальванического зернения с помощью соляной кислоты.
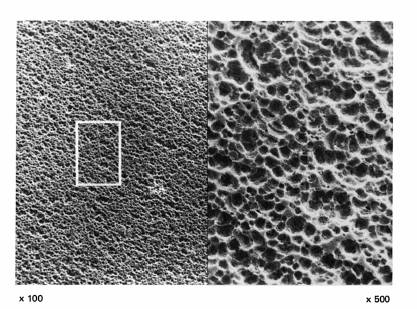
Типичная зерненая поверхность.
Предыдущие авторы показали, что начальное формирование лунок происходит в результате локального воздействия на металл на уже существующими потоками воздушной активной пленки, расположенной на поверхности алюминия. На первых этапах процесса происходит быстрое формирование большого количества плотно расположенных малых лунок, из некоторых затем формируются гораздо большие по площади ямчатые области. Затем, при достижении стабильного состояния интенсивность растворения алюминия, которая измеряется исходя из потери массы, с течением времени становится постоянной при слабом сопротивлении росту лунок, как в глубь, так и в стороны. В это же время на плоских областях наблюдается значительная подповерхностная язвенная коррозия, в результате чего вся поверхность оказывается покрыта язвами и вздутиями. В процессе развития язвенной коррозии становится очевидным формирование поверхностной пленки, особенно после длительной обработки.
Она видна на результативной поверхности, подвергнутой гальваническому зернению, как серая пленка, которая легко удаляется путем короткого погружения в разбавленный раствор гидроксида натрия или в обычный очищающий раствор на основе хромовой и фосфорной кислот. Эта пленка состоит в основном из гитратизированной окиси алюминия и, видимо, не является непрерывной, так как не препятствует растворению алюминия. Эта пленка очень тонкая и составляет 2-3 % потери массы при растворении металла при типичных условиях. Гидратизированная окись алюминия, очевидно, формируется в течение отрицательного полуцикла обработки переменным током с помощью механизмов осаждения и растворения, которые приводятся в действие благодаря высокому значению РН вследствие выделения водорода, или в следствие протонации и гидратации изначальной пленки формируемой в результате контакта с воздухом.
Обработка пластин в электролите соляной кислоты приводит к попаданию алюминия в раствор и потере кислотности; происходящие изменения поверхности, подвергнутой гальваническому зернению, были изучены Дауэллом. Он показал, что образцы, приготовленные в электролите, имеют четкую и ровную ямчатую структуру, состоящую из полусферических лунок. После обработки нескольких панелей наблюдается тенденция к появлению ямок «червячной» формы, дальнейшая обработка приводит к получению еще более неправильной структуры с локализованными плато, фактически не подверженными никакому воздействию. С подобным изменением типа поверхности связывается также общее огрубление травленых поверхностей. Последний эффект можно объяснить увеличением напряжения, используемого для поддержания выбранной плотности тока, а увеличение содержания алюминия и уменьшение кислотности приводит также к другим изменениям. Влияние содержания алюминия признавалось так же Кодаком, который указал на преимущества удаления алюминия с помощью катионоактивных полимеров ионного обмена.
Дауэлл показал, что влияние температуры электролита имеет не столь большое значение, как его концентрация. Малая концентрация кислоты приводит к образованию ямчатой структуры или плато, при больших концентрациях процесс растворения имеет более неправильный характер. Добавление сульфата к электролиту приводит к получению более грубой ямчатой структуры и увеличению площади плато.
Ученые Терин, Ферэкен и Томпсон провели экстенсивные исследования процесса гальванического зернения. Они подтвердили формирование высокоплотных сферических ямок, которые имеют тенденцию объединения в процессе гальванического зернения. С помощью изменения частоты тока гальванического зернения, а так же анодного или катодного заряда, полусферические ямки распространяются в течение положительного полуцикла путем развития высокоплотной популяции кубических ямок, которые формируют стенку полусферической ямки. Размер кубических ямок сокращается при увеличении частоты тока, что одновременно приводит к получению относительно гладких полусферических ямок. В негативном полуцикле продукты травления осаждаются на алюминиевой поверхности в виде высокопористой гидратизированной окиси алюминия, имеющей относительно однородную ямочную структуру. Пленка осаждается в виде коллоидного материала, содержащего мелкие, аморфные частицы Al(OH)3 с соответствующим количеством воды (около 90%). Металлические алюминиевые частицы размером до 2 микрон, которые образуются в результате разрушения подложки при распространении ямок травления, также присутствуют на пленке и являются причиной загрязнения или чернения поверхности, подвергнутой гальваническому зернению. Исследования с переменным током показали, что формирование пленки происходит в течение негативных полуциклов при достижении достаточной щелочности граничного слоя. Таким образом, при частотах переменного тока менее 250Гц выделение водорода вызывает значительное местное увеличение уровня рН, что позволяет формироваться ионам алюмината. Ионы алюмината растворяются только в областях с высоким уровнем рН, а при контакте с кислотным электролитом осаждаются в виде Al(OH)3.
Образование четкой морфологии тесно связано с соотношением между количеством областей инициации ключевых ямок и скоростью их распространения. Количество подобных областей и их способность к инициации ямок определяется состоянием поверхности алюминиевой подложки. Активация областей инициации зависит от состояния электролита, а скорость их распространения контролируется используемым переменным током и его долей, сконцентрированной на месте инициации ямки.
В зависимости от условий гальванического зернения, можно получить три различные морфологии поверхности, при этом необходимая однородная морфология характеризуется наличием полусферических ямок, чьи стенки покрыты высокоплотной популяцией кубических ямок. Размер кубических ямок сокращается по мере увеличения частоты, что в результате приводит к получению поверхности, имеющей относительно однородную структуру. Пленка осаждается как коллоидный материал, содержащий мелкие аморфные частицы Al(OH)3 c соответствующим количеством воды (порядка 90%). Металлические алюминиевые частицы, имеющий размер до 2 микрон, которые образуются в результате разрушения подложки в процессе распространения ямок, так же могут присутствовать на пленке, и являются основной причиной проявления эффекта "загрязнения" или чернения поверхности, подвергнутой гальваническому зернению. В результате исследований частоты переменного тока было установлено, что формирование пленки происходит в течение отрицательного полуцикла, при достижении достаточной щелочности граничного слоя. При частотах переменного тока ниже 250 Гц выделение водорода приводит к значительному местному увеличению уровня рН, что позволяет происходить формированию ионов алюмината. Ионы алюмината являются растворимыми только в межфазной области с высоким уровнем рН, при этом они осаждаются в качестве Al(OH)3 при вступлении в контакт с электролитом большой концентрации.
Формирование четкой морфологии зависит от соотношения количества точек, где инициируются ключевые ямки, а так же от скорости распространения этих точек. Количество подобных точек и их способность к инициации ямок определяется состоянием поверхности алюминиевой подложки. Активация точек зависит от электролитических условий и скорости распространения точек, контролируемой переменным током, а так же количеством тока, концентрируемом на месте образования ямки..
В зависимости от условий гальванического зернения можно получить три различные морфологии, необходимая однородная морфология характеризуется наличием полусферических ямок, чьи стенки покрыты высокоплотными популяциями кубических ямок, имеющих подобную, хотя и неоднородную морфологию, а так же травленую морфологию, содержащую достаточное количество равномерно распределенных по поверхности кубических ямок. Влияние плотности тока гальванического зернения и концентрации кислоты в электролите на основе соляной кислоты на определение необходимой рабочей области продемонстрировано на рисунке.
SHAPE \* MERGEFORMAT
| Концентрация HCl в г/л |
| Однородные поверхности |
| Поверхность с глубоким травлением |
| Неоднород-ные поверхности |
| Плотность тока [А/дм2] |
![]()
Гальваническое зернение в HCl. Влияние Mn
Ранее в большинстве случаев зернение выполнялось с помощью электролитов на основе соляной кислоты, однако в последнее время многие производители пластин перешли на использование электролитов на основе азотной кислоты. Сравнительный анализ гальванического зернения в соляной и азотной кислотах проводился Лаверсом, Сузуки и Королева, причем последняя работа в основном сконцентрирована на роли, которую играют частицы второй фазы. Данное исследование показало, что получаемые морфологии поверхности для двух этих типов электролитов будут сильно отличаться. Как уже говорилось ранее, в соляной кислоте морфология формируется из полусферических ямок, содержащих мелкие кубические ямки, имеющих кристаллографическую ориентацию. С другой стороны основная морфология в азотной кислоте – это малая, плоскостенная полусферическая ямка, где осуществляется изотопное анодное растворение алюминия. Способность к образованию ямчатой структуры и, соответственно, к гальваническому зернению, будет гораздо выше в хлоридном электролите, при этом инициация ямок осуществляется намного быстрее при более низком потенциале, а рост происходит с гораздо большей скоростью. Данный эффект показан на рисунке.
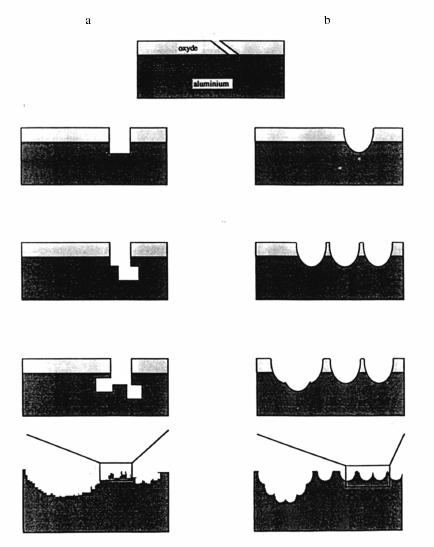
Упорядочивание составляющих элементов морфологии для обработки в соляной (а) и азотной ( b)кислоте, помогающее поучить морфологию с равномерным зернением.
Отличие так же наблюдается в отрицательном полуцикле, так в этом случае по иному происходит осаждение продуктов травления. В случае работы с электролитом на основе соляной кислоты поверхность покрывается неоднородной тонкой пленкой, однако при использовании электролитов на основе азотной кислоты продукты травления в основном осаждаются по краю ямок в виде пояса. В результате это означает, что для гальванического зернения необходимо использование более высокой силы и плотности тока, чем для гальванического зернения в соляной кислоте, однако в первом случае есть возможность получения более мелко зерненой поверхности в первом электролите.
Проведенные исследования влияния составляющих второй фазы показали, что их роль так же отличается для двух электролитов, т.е. в азотной кислоте образование ямчатой структуры на сплаве начиналось с растворения этих частиц второй фазы, а в соляной кислоте они растворялись медленнее, чем сама матрица. В азотной кислоте образуемые полости способствовали распространению ямчатой структуры по всей поверхности, так что большое значение приобретали плотность популяции и однородность частиц второй фазы, в особенности при использовании сплавов, содержащих Mn.
Одним из первых, кто предложил использование азотной кислоты в качестве электролита для гальванического зернения являлся Джестл, который использовал его вместе с сульфитными отходами и ароматическими альдегидами. С тех пор проводилось немало исследований различных сочетаний кислот, часто включающих в себя элементы, способствующие формированию пленок.
Алкан использовал смеси соляной и фосфорной кислот, при этом он заявил, что электролиты, содержащие 2-20 г/л соляной кислоты и 1.5-15 г/л фосфорной кислоты обладают способностью к уменьшению чувствительности ионов сульфата и позволяют получать поверхности с более мелким гальваническим зернением. Кодак использовал смеси соляной кислоты и борной кислоты, при этом он заявлял, что с помощью электролита, содержащего 2-2.5% (объем) соляной кислоты и 1.5-4% (вес) борной кислоты можно получать равномерное зернение при использовании высокой плотности тока, особенно на поверхности из сплава, содержащего марганец 3003. Хоест и Депиро так же проводили исследования технологических процессов, основанных на смесях азотной и борной кислот, а Хоест так же проводил исследования смесей азотной кислоты и фторида и азотной кислоты или соляной кислоты и перекиси водорода. Полихром и Фуджифильм так же пользовались смесями соляной кислоты и азотной кислоты, а Алкоа рекомендовал использование смесей соляной кислоты и глюконовой кислоты. В последнем случае выяснилось, что электролит, содержащий 1-5% (объем) соляной кислоты и 1-3% (объем) глюконовой кислоты позволяет производить обработку материалов 1100 и 3003 с широким диапазоном значений плотности тока. Подобный электролит был уже описан Полихром, он содержал 0.75 - 3.5% (вес) соляной кислоты и 0.2-1% (вес) виннокаменной кислоты. Особенностью подобного электролита является то, что он позволяет получать удовлетворительные результаты только при относительно высоких температурах (45-75Сº). Викерз использовал множество вариантов смесей соляной кислоты и монокарбоновой кислоты, с такими кислотами, как муравьиная кислота, пропионованя кислота, масляная кислота и уксусная кислота. И снова преимуществом использования добавок является возможность производства мелкозернистой поверхности на основе высокопрочных сплавов. В подобной работе Хоест указывал на возможность использования соляной кислоты с трихлоруксусной кислотой и другими органическими кислотами, типа гидрокси-этан-фосфоновой кислоты. Фуджи Фильм и Кодак предлагали использование двойного гальванического зернения.
В большинстве методов гальванического зернения используется обычный однофазный переменный ток, однако некоторые авторы утверждают, что при использовании более сложным электрических систем можно получить значительно лучшие результаты. Так N.K.K. показал, что использование независимого контроля анодных и катодных частей может помочь в получении более эффективного гальванического зернения. В частности анодное напряжение должно быть выше катодного напряжения, а анодный полуцикл должен равняться или быть меньше катодного цикла, и соотношение катодного и анодного кулоновского входа должно лежать в диапазоне от 0.3 до 0.8.
В процессе подобного же исследования, которое проводилось Фуджи Фильм, были показаны преимущества осуществления контроля времени позитивного и негативного периодов, и ассиметричной формы волны, при этом N.K.K. и Фуджи Фильм так же предлагали использование технологии развязки тока с помощью вспомогательного анода и диода. При проведении другого исследования Полихром использовали наложение постоянного тока на переменный ток, а Хоест так же использовал пульсационный постоянный ток, который по существующему мнению может приводить к образованию трубчатых полостей. Хоест так же использовал волны со смещением с накладываемым анодным потенциалом. Объединенная компания Хеми-Кон провела исследования возможности эффективного применения особой формы волны, а Фуджи Фильм использовали процесс непрерывного гальванического зернения с различными кулоновскими входами, расположенными вдоль полосы, а так же процесс с паузами 1-30 секунд. Компания Полихром так же настаивала на возможности использования альтернативного варианта сокращения количества грязи в процессе гальванического зернения путем применения переменного тока с повышенной частотой в диапазоне 140-400 Гц.
В большинстве случаев материал, подлежащий литографической обработке, после гальванического зернения анодируется до достижения толщины 0.5-3 микрона. Как и следовало ожидать, широкое распространение приобрел обычный способ анодирования с использованием постоянного тока и серной кислоты, однако в подобных случаях могут применяться и другие электролиты, которые обладают своими собственными преимуществами. Так Хаусон-Алграфи произвел испытания 5-50% (объем) электролита на основе фосфорной кислоты, а Кодак138 предложил использование 15-30% (объем) фосфорной кислоты при 25-5-ºС, 50В и плотности тока 2.5А/дм2 для получения покрытия толщиной 0.5 микрон. Кодак, Викерз и Фуджи Фильм доказали преимущества обработки с помощью фосфорной кислоты, которая проводится после анодирования с использованием серной кислоты.
Хоест рассматривал использования анодирования с помощью серной и фосфорной кислот, или применение двойного анодирования: сначала в электролите с фосфатом, а затем в серной кислоте, а Викрез рассматривал следующий вариант двойного анодирования: сначала фосфорной кислоте, а затем в смеси фосфорной и серной кислот. Хоест так же приводит описание процесса анодирования в фосфорной кислоте, содержащей добавки фосфата калия или натрия. В другой работе Хоеста описывается использование обработки в гексаметафосфате и гидроксикарбоксильной кислоте, которые применяются после анодирования, так же многие исследователи говорят о возможности осуществления силикатирования после анодирования. Фуджи Фильм так же имело опыт работы с комбинациями алифатических фосфоновых кислот и ароматических фосфоновых кислот. Другим вариантом является использование анодирования с переменным, а не с прямым током, Ван Де Гритен предлагал применение анодирования с переменным током в серной кислоте, Фуджи фильм предлагал использование анодирование в фосфорной кислоте с переменным током.
Большинство предприятий занимаются непрерывным производством литографических пластин, а не в виде отдельных партий. Японские работники предоставили описание подобной установки, а типичный используемый в подобном случае гальванический элемент приводится на рисунке.
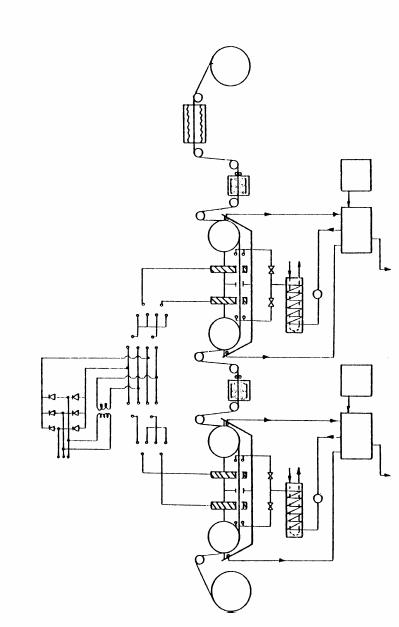
Схематическое изображение установки для электролитического травления и анодирования.
Приведенная на данном рисунке установка состоит из гальванического элемента для зернения с переменным током и анодирующего элемента. Лента разворачивается и подается на ведущие ролики на первом элементе. Данный элемент оборудован двумя электродами с противоположной полярностью, которые изготавливаются из такого материала как свинец или графит. Разделение элемента происходит по центру, наличие отверстия позволяет свободное движение ленты. После завершения гальванического зернения лента перемещается по ведущим роликам в очистную камеру, где подвергается тщательной промывке, а затем подается на второй гальванический элемент, где происходи анодирование под воздействием постоянного или переменного тока. Затем зерненная и анодированная лента подвергается повторной промывке, сушке и сворачиванию.
Подача электролита в каждом из элементов (камер) осуществляется из специального резервуара в теплообменник с помощью насоса (для охлаждения или нагревания электролита), а затем распыляется на поверхность ленты. Лишний электролит подается на систему слива, после чего возвращается в резервуар для хранения, где для поддержания соответствующей концентрации добавляется свежий электролит.
Описанная установка для зернения и для анодирования использует «жидкий контакт». При использовании этой системы не требуется никакого непосредственного контакта с лентой. На настоящий момент уже запатентовано множество технологий непрерывного производства, которые используют различные особые условия подачи электропитания и анодирования и особый дизайн элементов, большинство из которых изготовлено компанией Фуджи Фильм.
Сплавы 1100 и 3003 чаще всего используются для производства литографических пластин, однако при этом так же были разработаны особые сплавы, которые обеспечивают получение высокопрочного материала, легко поддающегося зернению. Так Аллусусе открыл сплав, содержащий 01.-0.75% Mg, 0.45-0.7% Cu, 0.1-07% Fe и до 0.3% Si, а V.L.W. приводит в своей работе описание сплава, содержащего 0.7-1.3% Mg, 0.7 - 1.3% Si, 0.4-1.0% Mn и до 0.1% Cu. Алкоа приводил описание сплава, содержащего 0.2% Cu, 0.055-0.085% Si, 0.55-0.75% Fe, 0.2% Mn, 0.4-0.7% Mg и 0.25% Zn. Так же параллельно было предложено использование многих других сплавов, включая сплавы Al-Fe-Mn Al-Mg-Fe и Al-Mg. Компания Бритиш Алюминиум настаивала на использовании сплавов с кремнием и кальцием, содержащих 0.1-4.5% Ca и до 2.0% Mn. Преимуществом использования данного сплава является то, что его травление можно осуществлять в обычном растворе на основе гидроксида натрия, причем при его использовании можно получить травленую поверхность, которая подходит для изготовления литографических пластин. Алкан приводит описание сплавов, содержащих Hg, Ga, In, Sn, Bi, Ti, Cd, Pb, Zn, Sb, или имеющих данные элементы в растворе для гальванического зернения, которые используются для ускорения процесса гальванического зернения, а Фуджи Фильм так же рассматривает возможность использования непрерывного прокатанного литья для производства литографических материалов.
В работе Даувела обсуждается влияние металлургических факторов при гальваническом зернении сплавов типа 1100, а Лаверз и др. описывал влияние марганца.
Подписывайтесь на нас в Телеграм - t.me/vseokraskah

