









Пространственный контроль при химическом фрезеровании
Допуск значений толщины для данного технологического процесса приводится на рисунке 4-15, это значение должно добавляться к оригинальному допуске толщины детали. В данном случае важно помнить, что после химического фрезерования кромка углублений может иметь некоторое отклонение от правильной прямой линии. Коммерческим значением, используемым для «определения линии», обычно является ± 1/32 дюйма (0.031 дюйма; 0.79 мм). Адгезия поверхности пленки и вариации структуры пленки так же могут оказывать влияние на изменения размеров в результате химического фрезерования: например, на грубом материале больше металла удаляется в направлении, перпендикулярном вращению, по сравнению с обратным направлением.
При необходимости фрезерования всей кромки детали, значение раскисления должно стремится к 25% для круглой кромки и 15% для прямоугольной кромки. При несоответствии данному значению весь лишний материал необходимо удалить механическим способом. Для возмещения эффекта, производимого маскированием допускается сверление отверстий после завершения фрезерования.
С помощью химического фрезерования так же возможно получения определенной степени конусообразности, это делается либо путем удаления вращающейся части из раствора при рассчитанной скорости или путем чередования операций иммерсии и удаления металла из раствора.
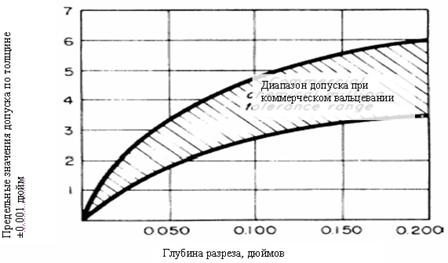
Допуск по толщине при химическом фрезеровании с различной глубиной резки 294 (1 дюйм = 25.4 мм)
Узкие канавки и другие типы поверхности, которые замедляют скорость потока раствора, недопустимы на подлежащих химическому фрезерованию поверхностях.
Лукхид Эаркрафт Корпорейшн использует метод обработки деталей машинным способом с достаточно малым допуском, при этом используется либо горизонтальный резервуар для химического фрезерования, имеющий 20 футов в длину (6 м) или вертикальный резервуар для химического фрезерования, имеющий 30 футов (9 м) в глубину. В качестве травильного средства используется едкий натр при температуре 90±2ºС, ванна подлежит постоянному перемешиванию, а металл удаляется со скоростью 25 микрон со стороны в минуту. Необходимо обратить особенное внимание на следующие моменты:
1. При применении данного процесса только для одной стороны детали может наблюдаться деформация металла до травления под действие физической нагрузки.
2. Толстые части повышенной жесткости и свободные от напряжения части мешают выявлению дополнительных нагрузок при травлении обеих сторон детали.
3. Сваренные части могут подвергаться травлению, если точно установлено, что в зоне сварки не наблюдается присутствие избирательной нагрузки.
4. Необходимо следить за отсутствием изгибов и других областей, в которых может происходить накапливание раствора или газов, выделяющихся в процессе травления
5. Разрезы на противоположной стороне должны располагаться на расстоянии 0.31 – 0.63 см (1/8 – ¼ дюйма)
6. Различия в скорости травления из-за различий в зерновой структуре и направлении горячей штамповки, в основном зависят от ее геометрии, при этом малая простая штамповка имеет более узкий допуск для химического фрезерования, чем большие сложные типы штамповки.
7. Для разрезов, имеющих глубину менее 0.63 см (1/4 дюйма), минимальная ширина должна составлять (2хглубина) + 0.15 см (+0.06 дюймов). Для более глубоких разрезов требуются дополнительные 0.63 см (1/4 дюйма).
8. Минимальная допустимая ширина должна составлять 2 х от глубины самого глубокого соседнего разреза, однако, не менее 0.63 см (1/4 дюйма).
9. Внешняя окружность увеличивается, а внутренние углы уменьшаются пропорционально глубине резки.
10. Карманные разрезы на маскированных частях имеют острые внешние углы, однако, округленные внутренности углов. При необходимости получения определенного радиуса с жестким допуском может понадобиться встречное фрезерование.
11. Глубина разреза является ограниченным значением, для алюминиевых выдавленных профилей она составляет 0.63 см (¼ дюйма для каждой из сторон).
12. Для конусов, менее 30 см (12 дюймов) в длину и более 0.5 см на 0.3 см (2 дюйма на фут) необходимы специальные расчеты.
13. Координатные сетки должны резаться под углом 45ºС к вектору направления металлических зерен.
14. Получаемое качество обработки металла в основном зависит от начального состояния поверхности, заготовки, от составляющих, входящих в состав сплава, глубины резки и условий закалки.
Поверхность, получаемая путем химического фрезерования
Параметры поверхности, получаемой путем химического фрезерования в щелочных и кислотных растворах, приведены в таблице по Коттону .
Параметры поверхности, которую можно получить путем химического фрезерования
|
Сплав |
Типичная спецификация, RMS или RHR (микродюймы)* |
|||
|
Кислотный раствор Рекомендуемый минимум |
Щелочной раствор Рекомендуемый минимум |
|||
|
1100 |
40 |
63 |
80 |
125 |
|
2014† |
125 |
160 |
250 |
250 |
|
2020 |
63 |
125 |
– |
– |
|
2024 |
40 |
63 |
160 |
250 |
|
2219 |
63 |
63 |
160 |
250 |
|
3003 |
40 |
63 |
160 |
250 |
|
5052 |
40 |
63 |
160 |
250 |
|
6061† |
40 |
63 |
250 |
250 |
|
7075 |
40 |
63 |
160 |
250 |
|
7079 |
40 |
63 |
160 |
250 |
|
7178 |
40 |
63 |
160 |
250 |
|
356 |
250 |
500 |
– |
– |
· 1 дюйм = 0.0254 микрона
· * При использовании кислотных растворов рекомендуется избегать концентраторов напряжения


