










4.2. Требования, предъявляемые к лакокрасочным покрытиям
Технология формирования и эксплуатационные характеристики лакокрасочных покрытий в большой мере определяются свойствами исходных пленкообразующих материалов, к которым предъявляются следующие основные требования:
- обеспечение тонкослойного распределения на подложке;
- образование покрытий с комплексом необходимых технических свойств.
Таким требованиям вполне удовлетворяют жидкие пленкообразующие системы или высокодисперсные порошки, обеспечивающие получение в широком интервале температур разнотолщинных слоев.
Жидкие пленкообразующие системы включают:
- композиционные составы, не содержащие летучих компонентов, и получаемые на основе жидких мономеров, олигомеров или полимеров, которые наносят на покрываемые поверхности в расплавленном состоянии;
- 100%-е лаки и краски;
- составы, представляющие собой растворы, водные дисперсии или органодисперсии твердых полимеров или олигомеров.
Вода и органические компоненты (летучие компоненты) оказывают существенное влияние на технологические способы и приемы формирования покрытий, их эксплуатационные характеристики, экономику и безопасность производства.
Появившиеся в 60-х годах прошлого века порошковые лакокрасочные составы, не содержащие органических растворителей, а также водные, 100%-ые лаки и краски, относятся к прогрессивным лакокрасочным материалам с точки зрения экологии. Удельный объем их производства и использования существенно возрастает из года в год.
Эксплуатационные характеристики покрытий разнообразны в широких пределах, многообразны также и постоянно возрастающие требования к ним со стороны потребителей.
Развитие новой техники и технологии невозможно без создания специальных покрытий, зачастую обладающих противоположными свойствами. Например, токопроводящих и электроизоляционных, гибких, эластичных и хрупких, антиадгезионных и с высокой адгезионной прочностью к различным субстратам и др. Достижение таких требований возможно только при решении единой задачи, с одной стороны, соответствующим качеством лакокрасочных материалов, с другой - разработкой необходимой технологии покрытий.
В зависимости от метода нанесения и условий получения покрытий используют лакокрасочные материалы разной вязкости. Их консистенция может быть жидкой, вязкой и пастообразной. Вязкость лаков и красок обусловлена внутренним трением, возникающим между слоями при перемещении под действием внешних сил.
Разновидности течения. Для неструктурированных жидкостей, например, органических растворителей, воды, вязкость вычисляют по уравнению Ньютона
sт= ![]() = h×
= h×![]() , (4.1)
, (4.1)
где sт - напряжение сдвига; F - сила трения; S - площадь сдвига; ![]() - скорость сдвига или скорость течения; h - мера динамической вязкости, Па×с (1 Па×с = 10 П).
- скорость сдвига или скорость течения; h - мера динамической вязкости, Па×с (1 Па×с = 10 П).
А
Б
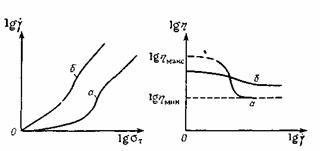
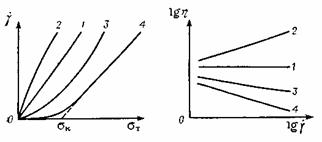
Рис. 4.1. Кривые течения жидкостей:
А - предельные случаи течения; Б - течение реальных жидких красок и расплавов полимеров;
1 - ньютоновское течение; 2 - дилатантное течение; 3 - псевдопластическое течение; 4 - пластическое течение;
а - сильструктурированная система; б - слабоструктурированная система
Отношение коэффициента динамической вязкости к плотности материала – кинематическая вязкость, м2/с (1 м2/с = 104 Ст).
Для неструктурирующихся (ньютоновских) жидкостей характерно постоянство вязкости в широком интервале напряжений и скоростей сдвига (рис 4.1, кривая 1).
Для лакокрасочных материалов такой линейной зависимости не наблюдается. Для них характерны разные виды течений в зависимости от физической природы (раствор, слабо - или сильнонаполненная дисперсия) и степени проявления сил взаимодействия (рис. 4.1, кривые 2-4, а и б). Причем, наиболее типичны пластическое и псевдопластическое
течения, обусловленные различной степенью структурирования системы.
Пластическое течение связано с тиксотропными явлениями, имеющими место в высоконаполненных материалах (масляных, типографских, офсетных, художественных, воднодисперсионных и др.). Зачастую проявление структурной вязкости рассматривается как положительное качество, поскольку краски приобретают пастозность, необходимую в художественном и печатном производстве. В таких системах не оседают пигменты, материалы можно наносить толстыми слоями без потеков. Такие краски создаются путем соответствующего подбора пленкообразователей и пигментов. Так, введение в алкиды олигомерных амидов, алкоголятов алюминия, дегидратированного касторового масла, а также использование высокодисперсных пигментов и наполнителей (талька, каолина, аэросила, диоксида титана, ряда органических пигментов) и поверхностно-активных веществ (стеараты Al и Zn, воски) приводит к образованию достаточно прочных коагуляционных структур. Этот принцип лежит в основе создания тиксотропных красок и грунтовок на основе алкидов, эпоксиэфиров, хлоркаучука, виниловых мономеров (марки КЧ-771, ХС-416, ЭФ-094, ВД-ВА-27Т и др.)
При установившейся структуре тиксотропные краски не текут, но легко наносятся на поверхность, если эта структура разрушена. Их течение приближенно описывается уравнением вязкопластического течения Шведова-Бингама
sт = sк + h¢×![]() , (4.2)
, (4.2)
где sк - предельное напряжение сдвига или предел текучести; h¢ - пластическая вязкость.
Полученные на основе полимеров (полиакрилатные, перхлорвиниловые, нитратцеллюлозные и др.) лаки и эмали без тиксотропирующих добавок характеризуются малой степенью тиксотропии, но и для них наблюдается проявление структуры - значительное отклонение от ньютоновских жидкостей в реологическом поведении.
При скоростях сдвига до 105 с-1 они проявляют свойства псевдопластических жидкостей (рис. 1.1, кривая 3), а при истечении подчиняются уравнению
sт = h×![]() , (4.3)
, (4.3)
где n - показатель, характеризующий степень отклонения от линейной зависимости; для многих эмалей n=1,0¸1,2.
При дальнейшем увеличении скорости сдвига вязкость псевдопластических жидкостей становится постоянной, ее и принимают за показатель текучести материала (hэф).
У высоконаполненных составов (густотертые краски и шпатлевки) наблюдается обратный случай реологического поведения - повышение вязкости с увеличением скорости сдвига (рис. 4.1, кривая 2).
В случаях получения покрытий из расплавов полимеров и олигомеров также возникает необходимость в оценке их реологических свойств. Как видно из рис. 4.1. Б, типовая кривая течения расплавов полимеров в логарифмических координатах имеет S-образную форму. При низких и высоких значениях напряжений и скоростей сдвига наблюдается прямолинейная зависимость, что соответствует наибольшей hмакс и наименьшей hмин ньютоновским вязкостям.
Отклонения от прямолинейности на среднем участке S-образной кривой обусловлены структурными изменениями в полимерах: эта ветвь называется структурной ветвью.
Регулирование и определение реологических свойств. На практике при получении покрытий возникает необходимость снижения вязкости расплавов и растворов, что обеспечивается применением соответствующих растворителей, разбавителей, пластификаторов или нагревом.
Зависимость вязкости от температуры описывается уравнением
h = А×eЕh/RT , (4.4)
где Еh - энергия активации вязкого течения.
Увеличение вязкости при наполнении описывается уравнением Гута-Гольда:
h = h0×(1+3F+23F2), (4.5)
где h0 - вязкость ненаполненной системы; F - объемная доля наполнителя.
Для большинства структурированных широкоупотребляемых красок h¢=0,05¸0,4 Па×с и sк=0¸15. Для некоторых полиграфических и промышленных тиксотропных красок h=15-50 Па×с, а sк лежит в пределах нескольких десятков и даже сотен Па.
Следует отметить, что сильно структурирующиеся краски удовлетворительно наносятся, например, распылением, кистью, валковым способом, то есть способами, при которых достигаются большие напряжения или скорости сдвига, но они не пригодны для нанесения методами окунания и облива, поскольку при этом избыток краски не стекает с поверхности.
Экспериментально установлено, что при кистевом окрашивании (скорость движения кисти 0,5-0,9 м/с) ![]() =5000-30000 с-1. Время восстановления разрушенной структуры подбирается таким образом, чтобы краска растекалась по поверхности, но не образовывала натеков на вертикальных поверхностях. Вероятность их образования возрастает при нанесении медленно высыхающих лакокрасочных материалов толстыми слоями, что следует из формулы
=5000-30000 с-1. Время восстановления разрушенной структуры подбирается таким образом, чтобы краска растекалась по поверхности, но не образовывала натеков на вертикальных поверхностях. Вероятность их образования возрастает при нанесении медленно высыхающих лакокрасочных материалов толстыми слоями, что следует из формулы
u = r×gh2/2h, (4.6)
где r - плотность краски; g - ускорение свободного падения; h - толщина слоя краски; h - вязкость краски; u - скорость стекания лаков и красок с вертикальных поверхностей.
Если вязкость плохо подобрана, то соответствующие лаки и краски наносить достаточно сложно, зачастую возможны дефекты поверхности покрытий. Учитывая все вышеизложенные аргументы можно заключить, что необходимо строго контролировать вязкость лакокрасочных материалов прежде, чем наносить покрытия на их основе.
Для определения реологических характеристик жидких красок используют ротационные вискозиметры: реотест, эластовискозиметр Михайлова, прибор конструкции ГИПИ ЛКП, реоадгезиометр РА-2, вискозиметр с коаксиальными цилиндрами (прибор Шведова), приборы СНС-2 и ПСП-3, вискозиметр типа конус-пластинка, прибор Вейлера-Ребиндера.
Вискозиметр Гепплера и другие, основанные на принципах истечения и падающего шарика, с некоторыми допущениями могут быть использованы для оценки вязкости неструктурирующихся лакокрасочных систем.
Схемы некоторых приборов приведены на рис. 4.2.
а б в
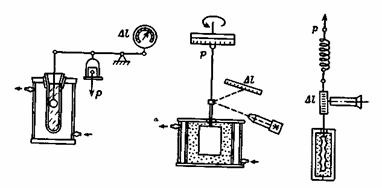
Рис. 4.2. Схемы приборов для реологических измерений:
а - вискозиметр Гепплера; б - прибор Шведова; в - прибор Вейлера-Ребиндера
Для оценки некоторых партий лаков и красок используют методы определения условной вязкости с помощью вискозиметров (воронок) ВЗ-246, ВЗ-4 в соответствии с ГОСТ 8420-74.
Вязкость расплавов порошковых красок оценивают с помощью капиллярных вискозиметров АКВ-2, КВПД и ротационного РВ-7, или условно по длине образующегося следа при стекании капли расплава с поверхности стеклянной пластинки, установленной под углом 60° к горизонту.
Сравнительная характеристика однотипных полимерных красок, например полиэтиленовых, снимается прибором для определения показателя текучести расплава (ПТР). ПТР выражается массой расплава (в граммах), выдавливаемой их сопла прибора под действием груза за 10 минут.

