









Свободно-приводные конвейеры
Наиболее сложными подвесными конвейерами для транспортировки деталей являются свободно-приводные системы. Свободно-приводной конвейер состоит из "дорожки с приводом" и "свободной" дорожки. Дорожка с приводом также имеет непрерывно движущуюся цепь, как и описанные выше конвейеры. По свободной дорожке перемещаются тележки, несущие нагрузку. Дорожка с приводом может располагаться как над свободной дорожкой, так и под ней. Свободно-приводные конвейеры могут иметь разные конфигурации: с закрытой дорожкой (бесконечная цепь движется по закрытой дорожке, рис.8), с двутавровой балкой (бесконечная цепь движется по двутавровой балке, рис.8 и 9). Цепь, движущаяся по приводному рельсу, может автоматически зацеплять и отпускать тележки на свободном рельсе своим толкателем.
Тележки свободной дорожки обычно соединяются между собой нагрузочным рычагом.
Соединение двух - четырех тележек образует люльку. Свободные тележки имеют грузоподъемность от 100 до 300 кг для рельсов свободно-приводного контейнера с закрытой дорожкой. Самые маленькие тележки двутавровых балок предназначены для 3-дюймовых каналов свободных дорожек и имеют грузоподъемность 300 кг, а самые крупные - для 6-дюймовых каналов - более 2000 кг.
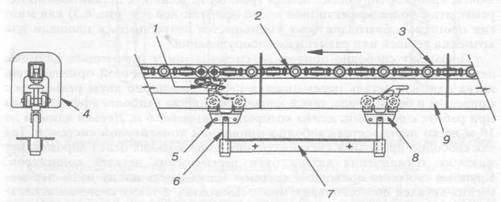
Рис.8. Свободно-приводной конвейер с закрытой дорожкой:
1 - крепление скобы толкателя к цепи;
2 - конвейерная цепь, движущаяся по закрытой дорожке;
3 - приводной рельс закрытой дорожки; 4 - хомут; 5 - головная свободная тележка;
6 - поворотный шкворень; 7 - нагрузочный рычаг люльки;
8 - свободная хвостовая дорожка; 9 - свободный рельс
Конструкция свободно-приводной системы обычно состоит из нескольких непрерывно движущихся цепей, каждая из которых имеет собственный приводной механизм. Свободно-приводные конвейеры могут конструироваться как полные универсальные системы с приспособлениями для поворотов в горизонтальной плоскости и изменения высоты по кривым в вертикальной плоскости, переключателями дорожек и упорами для люлек, транспортирующих детали (рис.10). Длинные детали можно перемещать с более эффективной косой ориентацией (см. рис.3) для многих процессов, благодаря чему уменьшается потребность в площади для хранения деталей или размещения оборудования.
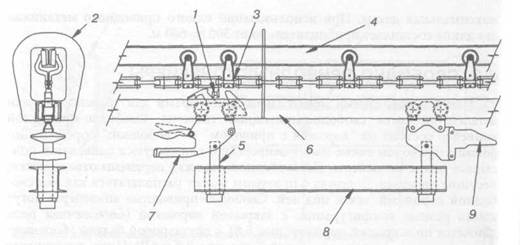
Рис.9. Свободно-приводной конвейер с двутавровой балкой:
1 - жесткая скоба толкателя бокового звена цепи; 2 - хомут; 3 - конвейерная цепь и тележки;
4 - приводной рельс двутавровой балки; 5 - поворотный шкворень; 6 - свободный рельс; 7 - головная свободная тележка;
8 - нагрузочный рычаг люльки; 9 - свободная хвостовая тележка
Поскольку свободно-приводные системы могут перемещать длинные детали, как с прямой, так и с косой или даже поперечной ориентацией, когда длинная деталь перемещается перпендикулярно двум рельсам - с приводом и без привода, такой конвейер является наиболее эффективным при работе с деталями, длина которых превышает 6 м. Детали длиной до 18 м легко переносятся свободно-приводной конвейерной системой. Так как свободно-приводная система состоит из нескольких цепей дорожек, нет никакого ограничения длины пути перемещения деталей конвейером. Крупные свободно-приводные системы могут иметь длину пути перемещения деталей до нескольких миль. Поскольку в таких системах используются несколько цепей, детали могут обрабатываться с различной скоростью, которая может быть оптимизирована для каждого этапа операции отделки (подготовки поверхности, нанесения покрытия и термообработки). Возможность перемещения люлек с деталями с разной скоростью через различные зоны системы способствует оптимальной организации производственного цикла, что, в свою очередь, позволяет использовать оборудование меньших размеров и, таким образом, уменьшить стоимость процесса.
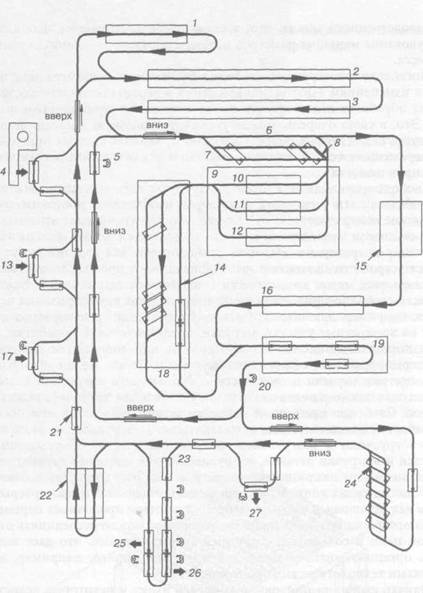
Рис.10. Типовой транспортный путь свободно-приводного конвейера (вид сверху):
1 - дробеструйная обработка; 2 - предварительная обработка; 3 - сушильная печь;
4 - участок автоматизированной загрузки № 3; 5 - участок повторной обработки;
6,7 - накопление запаса перед нанесением покрытия; 8 - обработка с косой ориентацией;
9 - помещение для нанесения покрытия; 10 - кабина нанесения порошка № 1;
11 - кабина нанесения порошка № 2; 12 - кабина нанесения порошка № 3;
13 - участок загрузки № 2; 14 - устройство для длительной термообработки;
15 - участок нанесения альтернативного покрытия;
16 - печь термообработки участка нанесения альтернативного покрытия;
17 - участок загрузки № 1; 18 - сушильная печь;
19 - охлаждение; 20 - участок визуального контроля;
21 - внешняя граница деталей; 22 - выжигание пустой подвески;
23 - участок сборки; 24 - поднятый участок накопления запаса перед разгрузкой (косая ориентация);
25, 26, 27 - участки разгрузки
Поскольку конструкция свободно-приводного конвейера приспособлена к изменениям высоты при движении в вертикальной плоскости, возможна обработка и/или хранение запаса деталей в приподнятом положении. Это, в свою очередь, может увеличить полезную площадь пола, используемую для других целей. Свободно-приводная система пригодна как для перемещения сотен деталей в час, так и для обслуживания малых объемов производства.
Свободно-приводные конвейеры требуют автоматизации. Например, для работы почти всех таких конвейеров необходимы программируемые логические контроллеры (ПЛК). Кроме того, для управления этими автоматизированными конвейерами могут использоваться любые методы взаимодействия с операторами. Наконец, транспортеры для изделий могут оснащаться устройствами кодовой идентификации, от простых механических и инфракрасных меток до оптически считываемых штрих-кодов. Благодаря гибкости свободно-приводных конвейеров кодовая идентификация используется, например, для автоматического направления транспортеров с деталями на конкретные участки загрузки, предварительной обработки, нанесения порошка, нанесения альтернативных или дополнительных покрытий, термообработки, обжига подвесок и т. д. Деталь может пропускаться через систему окраски в соответствии с командами оператора. Базы данных служат также для автоматизации составления технологических маршрутов. Свободно-приводной конвейер может быть легко приспособлен для работы с большей частью автоматического оборудования, включая, роботы-погрузчики и разгрузчики, полуавтоматическое оборудование для загрузки и выгрузки деталей, оборудование для шагового перемещения и перемещения по наклонному квадрату и т. д. Это достигается благодаря способности таких конвейеров перемещать отдельные транспортеры, в то время как оставшаяся часть конвейерной системы продолжает перемещать транспортеры с деталями. Такие транспортеры можно отсоединять от приводной цепи и совмещать с другими транспортерами, что дает возможность организовывать участки для хранения деталей, например, между участками технологических процессов.
Однако свободно-приводной конвейер имеет и некоторые недостатки. Каждая такая установка проектируется по отдельному заказу. Поскольку проектирование такого конвейера требует специального опыта, время, затрачиваемое на проектирование, изготовление и монтаж, будет больше, чем для других систем транспортировки материалов. Кроме того, приходится оплачивать проектирование и сложность; первоначальные капиталовложения в данном случае будут выше, чем для любого другого типа конвейеров. Их использование обычно может обеспечить выгоду и быть экономически оправданным в тех случаях, когда это недостижимо иным способом. Свободно-приводные конвейеры предъявляют также повышенные требования к обслуживанию. Это опять-таки связано со сложностью конвейера и высоким возможным уровнем автоматизации.
ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ПОРОШКОВЫХ КРАСОК В БЕЛАРУСИ. ПО ВСЕМ ВОПРОСАМ ОБРАЩАЙТЕСЬ К НАМ, МЫ СМОЖЕМ ВАМ ПОМОЧЬ!
+375296151445
+375172026595

