









8.9. Хемоосаждение
В последние годы значительное внимание уделяется новому способу нанесения дисперсионных лакокрасочных материалов, при котором осаждение (отложение) пленкообразующих веществ на поверхности изделий осуществляется без применения электрического тока. Этот способ получил название хемоосаждение или автофоретическое осаждение. Он основан на пристенной коагуляции водных дисперсий (латексов) пленкообразующих веществ, стабилизированных ионогенными ПАВ, путем создания градиента концентрации электролита на границе поверхность–среда. Принцип осаждения представлен на рис. 8.26.
Если в водную дисперсию полимера, например в латекс СКС–65, ввести кислоту, не нарушая при этом стабильности латекса, а затем в эту среду поместить металлическое (стальное) изделие, то кислота будет взаимодействовать с металлом, вызывая его растворение и создавая высокую концентрацию гидратированных ионов вокруг поверхности. Образующиеся ионы вызовут разрушение адсорбционно-гидратных слоев на частицах латекса, контактирующих с поверхностью, что приведет к отложению полимера на изделии.
а б
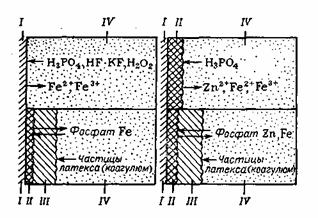
Рис. 8.26. Схема хемоосаждения частиц латексов на нефосфатированной (а) и фосфатированной (б) поверхности стали:
I – металл; II – фосфатный слой; III – гель полимера; IV – латекс
Еще легче этот процесс идет на фосфатированной поверхности металлов вследствие более легкой растворимости фосфатов по сравнению с оксидами в кислых средах. Коагулирующими ионами в этом случае служат преимущественно катионы, входящие в состав фосфатных слоев. Хемоосаждение следует рассматривать как коагуляционный процесс, определяемый скоростями встречной диффузии ионов водорода и ионов-коагулянтов, агрегативной устойчивостью латексной системы, а также скоростью движения частиц латекса под влиянием градиента концентраций электролита.
Для получения покрытий этим способом используют латексы разных пленкообразователей. Электролитами служат неорганические и органические кислоты: фтороводородная, фосфорная, винная и др. Скорость растворения металла и стабильность дисперсий регулируют введением окислителей, ПА, а также применением разных способов подготовки поверхности металла. Хорошие результаты получены при нанесении непигментированных и пигментированных бутадиенстирольных латексов (марки СКС–65ГП, БС–66 и др.) на предварительно фосфатированные поверхности (крупнокристаллический фосфат массой не менее 4 г/м2).
При нанесении латекса на такую поверхность фосфатный слой растворяется не более чем на 25%; его защитные функции в большей степени сохраняются. Количество образующегося осадка (геля) зависит от продолжительности осаждения, pH среды (рис. 8.27), содержания полимера в композиции, качества ее стабилизации и скорости перемешивания, типа электролита и других факторов и составляет от нескольких десятков до сотен граммов на квадратный метр; влажность осадков обычно более 50%. При их высушивании образуются равные по толщине, бездефектные однородные покрытия.

Рис. 8.27. зависимость массы осадка g от продолжительности хемоосаждения τ композиции на основе латекса бск–60 при разных значениях
Разработана специальная грунтовка (ВД–КЧ-0178) и некоторые виды красок, предназначенные для получения покрытий хемоосаждением. Их наносят на предварительно обезжиренную (составы КМ–2 или КМ–3) и фосфатированную (составы КФ–1 или КФ–3) поверхность стали при следующих режимах:
pH среды 2
Температура осаждения, °С 20
Продолжительность осаждения, мин 0,5–1,0
Температура отверждения, °С 130
Продолжительность отверждения, мин 30
Толщина покрытий, мкм 30–35
Испытания показали, что по противокоррозионным свойствам хемоосажденные грунтовочные покрытия не уступают покрытиям, получаемым способом электроосаждения. Такие покрытия могут быть использованы под различные эмали - алкидные, меламиноалкидные, эфироцеллюлозные. Способ хемоосаждения перспективен. Главные его достоинства - равномерность и полная сплошность покрытий. Отсутствие затрат электроэнергии и важность получения покрытий на изделиях любой сложности.

