










Предварительная обработка для клейкого соединения
В настоящее время все чаще предпочтение отдается клейким соединениям, особенно в самолетостроении. Данный тип соединения становится все более предпочтительным, чем механические соединения или сварка, поэтому в настоящее время ведется много работ, направленных на оптимизацию методов для подготовки поверхностей подобных способом. В данном случае большое значение имеют факторы начальной силы сцепления и долговечности сцепления, при этом было установлено, что необходимая подготовка поверхности должна давать равномерный оксидный слой на поверхности алюминия, обладающий следующими характеристиками. Он должен прилегать плотно к металлу основания и иметь стойкое сцепление, быть смачиваемым адгезивом, восприимчивым к формированию адгезивных связей и не разлагаться в окружающей среде.
Наиболее простым способом подготовки поверхности в данном случае является механическая обработка с помощью обычных методов, однако она должна обеспечивать начальную силу сцепления, продолжительность сцепления в коррозийной или влажной среде зачастую достаточно низкая. Было выяснено, что достаточно хорошие показатели долговечности могут быть получены путем использования щеток Скотч-брайт, хотя в данном случае анодирование образцов осуществлялось с помощью фосфорной кислоты и производилось после механической обработки.
Химическая очистка, которая производится в ингибированных щелочных растворах, является еще одной альтернативой, однако при этом так же часто наблюдается плохая стойкость. В результате были разработаны специальные способы травления для обеспечения большей продолжительности сцепления. Наиболее известным из этих методов был разработан Форест Продуктс Лаборатори и известен как травление FPL. Используемый в этом случае раствор содержит хромат натрия и серную кислоту, далее приводится рекомендуемая процедура подготовки:
1. Удалите с поверхности смазку или масло с помощью соответствующего растворителя.
2. Погрузите в умеренное щелочное средство для удаления смазки.
3. Промойте в горячей воде.
4. Погрузите в травильное средство FPL на 15-30 минут при 60ºС
|
H2SO4 (98%) |
16.3% (объем) |
|
Na2Cr2O7 |
6% (вес) |
5. Промойте в проточной воде на протяжении 20 минут.
6. Просушите в теплом воздухе (20 минут).
Сцепление происходит в первые 3 часа предварительной обработки.
В Великобритании используется подобные раствор, который содержит:
|
H2SO4 (98%) |
179 мл/л |
|
CrO3 |
68 г/л |
|
CuSO4 |
0.39 г/л |
|
Порошок Al без содержания стеарата |
1.5 г/л |
В процессе обработки с помощью данного травильного средства происходит удаление оригинального оксидного слоя, а с поверхности растворяется 1-3 микрона алюминия. После этого происходит формирование новой более однородной оксидной пленки, которая утолщается в процессе промывки. Было выдвинуто предположение, что данный оксид имеет поверхность, состоящую из нитевидных выступов, которые имеют большое значение для обеспечения силы и надежности сцепления. Конечно, подобная поверхность покрыта многочисленными микроскопическими лунками, которые находятся внутри лунок большего размера. Влияние переменных на процесс травления было подробно изучено Биджлмером, срок службы раствора изучался МакНамаром и др., а общее исследование данного типа предварительной обработки было осуществлено Молони.
Благодаря присутствию шестивалентного хрома в травильных средствах типа FPL были разработаны альтернативные системы без использования хрома, в частности, основанные на растворах серной кислоты и сульфате железа. Подобные растворы подробно изучались Русселем и Гарнисом, а так же Роджерсом, в результате чего они заключили, что травильное средство, содержащее 370 г/л концентрированной серной кислоты и 150 г/л сульфата железа (75% по весу), используемом при 68ºС на протяжении 16 минут дает такие же результаты, как и при использовании травильного средства FPL.
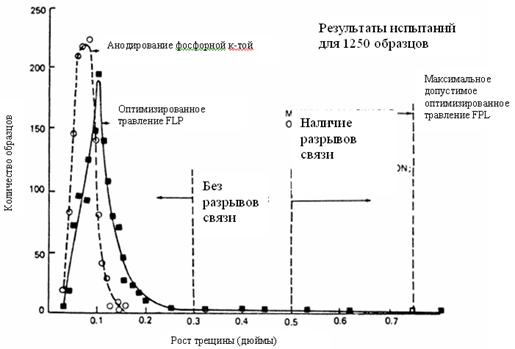
В большинстве случаев используемые травильные средства используются для предварительной обработки перед анодированием хромовой и фосфорной кислотой, преимущества, даваемые подобной дополнительной обработкой, были изучены Боенгом. Сравнительный анализ стойкости соединения, получаемого с помощью оптимизированного травильного средства FPL и анодирования серной кислотой проводился МакМиланом , типичные результаты приведены на рисунок.
Ученые Томпсон и Хитон провели сравнительный анализ анодирования с помощью фосфорной и серной кислоты, в качестве предварительной обработки перед сваркой или покраской. Они заключили, что обработка с помощью фосфорной кислоты является более предпочтительной, это оказалось особенно верным при использовании адгезива на основе эпоксида. Данная тема подробно изучалась учеными Козма и Олефджорд, Гритчлов и Брюис так же представили широкий обзор различных типов предварительной обработки. При проведении другого исследования те же авторы подтвердили предпочтительность проведения анодирования с помощью фосфорной кислоты с эпоксидными связующими веществами.
Алкан так же провел значительную работу, касающуюся производства материалов для структурной адгезивной связи в автомобильной промышленности. Их работа концентрировалась на листовых сплавах Al-Mg, которые приготовляются в виде катушек, в применением конверсионного покрытия или анодирования в качестве предварительной обработки. С данным материалом применяется формирующее смазочное средство, при этом как смазочные средства предназначенные для предварительной обработки, так и формирующие смазочные средства являются совместимыми с используемым структурным связывающим средством. В настоящее время имеется огромное количество результатов различных исследований, касающихся структурной адгезивной связи алюминия, которые в виде резюме приводятся в книге Кинлоха.
Сравнение результатов испытаний
Циклы очистки
При наличии огромного разнообразия составов сплавов, а так же разнообразных форм загрязнения, с которыми приходится сталкиваться при работе в данной сфере, невозможно порекомендовать использование каких-либо определенных очистных циклов для каждой стадии технологического процесса. Так, существуют отчеты о случаях, когда анодирование алюминия осуществлялось непосредственно после его производства, а окалина на поверхности может оказаться отличной основой для нанесения краски. Это, правда, скорее исключения, чем правила.
Тщательный контроль процесса предварительной обработки будет вознагражден экономией, получаемой в процессе конечной обработки, низким количеством брака и улучшенным внешним видом обработанной детали.

