










10.1.3. Химические способы очистки
Химические способы очистки металлов наиболее распространены в промышленности. Они доступны, универсальны, экономичны. Их используют при обезжиривании поверхности, удалении оксидов металлов (травлении) и снятии старых покрытий.
Обезжиривание. На поверхности металлов могут присутствовать омыляемые (компоненты смазок, полировочных паст, следы от кожи рук) и неомыляемые (консервационные смазки, эмульсионные составы и др.) «жировые» загрязнения.
Различают три степени загрязнения в зависимости от количества примесей на единице поверхности: слабую – не более 1, среднюю – не более 5 и сильную – более 5 г/м2.
Химическое обезжиривание основано на растворении, эмульгировании и разрушении (омылении) жиров и масел. В качестве обезжиривающих веществ применяют: органические растворители, водные моющие растворы и эмульсии растворителей в воде (эмульсионные составы).
Наиболее дешевый, пожаробезопасный и менее токсичный способ - обезжиривание водными моющими растворами. Оно основано на химическом разрушении омыляемых жиров и масел и солюбилизации и эмульгировании неомыляемых загрязнений. Последний процесс схематически можно представить в виде последовательных стадий (рис. 10.1).
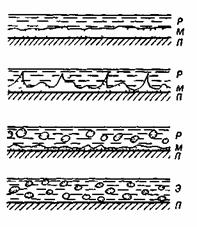
Рис. 10.1. схема процесса удаления (эмульгирования) масляного слоя щелочным раствором: р – раствор; м – масло; э – эмульсия; п – подложка
Вода обладает слабым моющим действием по отношению к масляным загрязнениям. Из-за большого поверхностного натяжения и несовместимости с маслами она плохо смачивает зажиренные поверхности и не образует стабильных эмульсий.
Обезжиривание ускоряется при повышении температуры, механическом воздействии, использовании электролитов, повышении рН среды, применении ПАВ. На принципе сочетания температурного и механического воздействий разработан и применяется способ пароструйной очистки. Поверхность обрабатывают водяным паром под давлением 0,6–4,0 МПа или теплой водой, выходящей из насадок под давлением 16–18 МПа.
Особенно эффективно использование водных растворов щелочных электролитов и ПАВ: едкого натра (каустическая сода) NaOH, карбонат натрия (кальцинированная сода) Na2CO3, силикат натрия (жидкое стекло) Na2SiO3, тринатрийфосфат Na3PO4, пирофосфат натрия Na4P2O7, гексаметафосфат натрия (NaPO3)6, триполифосфат натрия Na3PO4×2NaPO3. Эмульгирующее действие возрастает при введении ионогенных (мыла, алкил - , и арилсульфонаты) и неионогенных (оксиэтиленовые эфиры алкилированных фенолов и др.) ПАВ. Часто используют добавки водорастворимых полимеров, например, Na–карбоксиметилцеллюлозы. Это предотвращает оседание загрязнений на очищаемой поверхности. Для обезжиривания черных металлов обычно применяют растворы с общей концентрацией щелочи и щелочных солей 30–100 г/л (рН=10–13).
Составы для обезжиривания цветных металлов часто отличаются от составов, применяемых для очистки черных металлов. Как правило, они имеют более низкие значения рН среды. В промышленности применяют:
1) готовые составы, выпускаемые в виде концентратов;
2) составы, приготовляемые на месте потребления.
Широко используют моющие композиции КМ–1, КМИ–1, КМА–1 и КМА–2. Это порошковые смеси солей фосфорной, борной, и других кислот с соответствующими ПАВ. Для получения растворов рабочей концентрации (0,5–2,0%) композиции растворяют в воде. Обезжиривание проводят распылением растворов при следующих условиях:
Температура, °С 55-65
Продолжительность, мин 1,5-3
Расход композиции, г/м2 не более 10.
При обезжиривании стали распылением также эффективны моющие средства: МС–5, МС–6, МС–8, СМ–2, МЛ–51, МЛ–52, З–14, лабомид–203, и др.; цинка и алюминия – состав КМ–5. Перечисленные составы образуют растворы с рН=9,8–12,0; степень очистки ими поверхности стали составляет 94–98%.
Рецептуры некоторых составов (в г/л), приготовляемых на месте потребления и применяемых для обезжиривания черных и цветных металлов способом окунания приведены в табл. 10.1.
Таблица 10.1. Рецептуры некоторых составов для обработки металлических поверхностей
|
Состав |
Cталь |
Алюминий и сплавы |
Магниевые сплавы |
Цинк и олово |
|
1 |
2 |
3 |
4 |
5 |
|
Едкий натр |
8-10 |
10-25 |
Тринатрий-фосфат |
20-30 |
5-10 |
40-60 |
1-3 |
|
Силикат натрия |
1-3 |
3-4 |
20-30 |
1-3 |
|
Карбонат натрия |
15-20 |
10-15 |
||
|
Триполифосфат натрия |
2-3 |
|||
|
Эмульгатор (синтанол ДС-10 сульфонол ОП-7 или ОП-10) |
1-3 |
3-5 |
1-3 |
0,2-0,5 |
Обезжиривание проводят при температуре рабочего раствора 50-80°С, продолжительность - 5-20 мин. Обезжиривание органическими растворителями, в отличие от щелочного, основано на растворении масляных и жировых загрязнений. Этим способом удается достичь хорошей степени очистки поверхности за короткое время.
Применяются растворители, обладающие высокой активностью (растворяющей способностью) по отношению к загрязнениям, стабильностью (стойкостью к разложению), низким поверхностным натяжением, умеренной летучестью. В первую очередь используют алифатические и хлорированные углеводороды:
|
Ткип °С |
||
|
Метиленхлорид |
71 |
|
|
Тетрахлорметан (четыреххлористый углерод) |
77 |
|
|
Дихлорэтан |
83 |
|
|
Трихлорэтилен |
87 |
|
|
Перхлорэтилен |
121 |
|
|
Пентахлорэтан |
159 |
|
|
Уайт-спирит. |
155-195. |
Хлорированные углеводороды, в отличие от алифатических, негорючи, однако они более токсичны (предельно допустимая концентрация паров трихлорэтилена и пентахлорэтана составляет 10 мг/м3, уайт-спирита 300мг/м3). Хлорсодержащие растворители, кроме того, склонны к гидролизу при действии воды. Особенно подвержен гидролизу трихлорэтилен, наиболее широко применяемый для обезжиривания растворитель. Образующийся при гидролизе хлороводород может вызвать коррозию изделий и аппаратуры (ванн). Для локализации его действия в состав растворителей вводят ингибиторы коррозии и вещества, нейтрализующие хлороводород, например аммиак, триэтаноламин, уротропин (0,001 г/л) и др.
Обработку растворителями проводят как в жидкой, так и паровой фазах. Особенно часто сочетают оба способа воздействия.
Обезжиривать растворителями можно практически любые металлы. Не рекомендуется применять триэтаноламин, не содержащий ингибиторов, для обезжиривания алюминия, магния и их сплавов во избежание нежелательных реакций с металлической поверхностью.
Эмульсионное обезжиривание - комбинированный способ, сочетающий многие достоинства очистки органическими растворителями и водными щелочными растворами.
Эмульсионное обезжиривание особенно эффективно при большом количестве механических загрязнений на поверхности. Из-за пониженной токсичности и пожаробезопасности эмульсионные составы оправдали себя и при ручной очистке изделий взамен органических растворителей. Применяют составы, представляющие собой эмульсии органических растворителей в воде, стабилизированные ионогенными или неионогенными ПАВ.
Растворители – алифатические, ароматические или хлорированные углеводороды. Их массовая доля в готовых для применения эмульсиях колеблется от 5 до50%. Для стабилизации вводят небольшое количество смешивающихся с водой растворителей (спиртов, эфиров). Моющие составы, в которых массовая доля растворителя не превышает 10%, считаются не огнеопасными при применении.
Рецептура одного из составов на основе трихлорэтилена, %:
Трихлорэтилен 20
Пирофосфат натрия 0,5
Ингибитор (амин) 0,5
Эмульгаторы (ОП–10, сульфонол) 2,0
Вода 77
Технологический процесс обезжиривания включает следующие операции: обработка поверхности моющим составом, последующая промывка (в случае водно-щелочных и эмульсионных составов) и сушка. Обработку водными растворами и эмульсиями проводят либо способом погружения, либо распылением (струйный способ). Струйное обезжиривание более эффективно (процесс ускоряется в 3–4 раза). Это объясняется тем, что к химическому воздействию добавляется механическое действие струи жидкости, кроме того, при распылении достигается лучшее перемешивание раствора.
Обезжиривание погружением проводят в стационарных ваннах, снабженных паровым, газовым или электрическим обогревом. Агрегаты струйной очистки работают в непрерывном и периодическом режимах. Наиболее распространены агрегаты непрерывного действия. Изделия в них проходят на подвесных конвейерах последовательно три зоны: обезжиривания, первой и второй промывок. Промывка осуществляется водой Т=20–70°С. Вода, как и обезжиривающий состав, подается на изделие через специальные насадки под давлением 0,15–0,20 МПа; продолжительность обезжиривания 2–3 мин., промывки – 1–2 мин.
Обезжиривание растворителями проводят в закрытых камерах или установках непрерывного действия. Загрязненные изделия на конвейере последовательно проходят через ванну с растворителем, зону облива и зону выдержки в пазах. Общее время обезжиривания 2–5 мин. Загрязненный растворитель регенерируют перегонкой.
Ультразвуковое обезжиривание – ускоряет процесс, улучшает качество очистки поверхности. Процесс ведут в акустическом (ультразвуковом) поле. Используют этот прием для очистки изделий небольших размеров и сложной формы, от которых требуется высокая степень чистоты поверхности (детали часов и приборов, инструмент и т.д.). Крупные изделия требуют больших по размерам ванн. Входная мощность преобразователя при этом резко возрастает (на 4,5 л жидкости входная мощность составляет приблизительно 100 Вт), что экономически не выгодно.
Ультразвуковую очистку проводят в специальных установках – ваннах (УЗВ–15м, УЗВ–16м, УЗВ–18м), снабженных магнитострикционными, пьезокерамическими или ферритовыми преобразователями. Полезный объем ванны 15–150 л. Очистку проводят при следующем режиме:
Частота, кГц 20–40
Удельная мощность, кВт/м2 10–30
Температура водно-
щелочных и эмульсионных составов, °С 40-50
Продолжительность очистки, мин 0,5–2,0
Температура растворителей, °С 20–40
Электрохимическое обезжиривание. Водные растворы для электрохимического обезжиривания содержат, в основном те же компоненты, что и растворы, применяемые при химической очистке. Учитывая активную роль, которую играют в электрохимическом процессе выделяющиеся на электроде пузыри газов, концентрация компонентов (как и в случае ультразвукового обезжиривания) может быть значительно понижена. Электрохимическим способом можно обезжиривать как черные, так и цветные металлы. Типовой состав электролита (г/л):
Кальцинированная сода 40–50
Тринатрийфосфат 50–60
Метасиликат натрия 3–5
Синтанол 1–2
Условия проведения процесса:
Плотность тока, кА/м2 0,5–1,0
Температура, °С 60–80
Продолжительность очистки, мин 1–2.

