










5.2.2. Смачивание поверхностей на воздухе
Форма капли жидкого лакокрасочного материала с краевым углом q, помещенной на твердую горизонтальную поверхность в воздушной среде, будет обусловлена совокупностью действующих сил в виде поверхностных натяжений на границе раздела фаз твердое тело - газ sтг, твердое тело - жидкость sтж и жидкость - газ sжг.
Рассмотрим три случая:
1) полное смачивание - угол q равен нулю или близок к нему, жидкость свободно растекается по поверхности твердого тела (рис. 5.3, а);
2) неполное смачивание 0 < q < 90°, капля жидкости имеет форму шарового сегмента (рис.5.3, б);
3) несмачивание - угол q превышает 90°, жидкость стремиться уйти с поверхности или собраться в сферическую каплю (рис. 5.3, в).
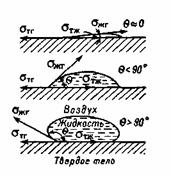
Рис. 5.3. капля жидкости на поверхности твердого тела
Взаимосвязь смачивающих свойств жидкости с краевым углом описывается уравнением Юнга
sтг - sтж = sжг×cosq (5.3)
Чтобы удалить каплю с поверхности необходимо затратить работу W:
W = Wa·wтж, (5.4)
где Wa - работа адгезии;
wтж - площадь поверхности контакта жидкости с твердым телом.
Работа адгезии может быть определена как разность между (sжг + sтг) и поверхностным натяжением sтж и с учетом уравнения (2.3) выражена следующим уравнением:
Wa = sжг + sтг - sтж = sжг (1+ cosq), (5.5)
где sжг×cosq - энергия смачивания или адгезионное напряжение.
Работа адгезии тем больше, чем сильнее взаимодействие контактирующих фаз. В связи с тем, что смачивание связано с адсорбцией части жидкости на поверхности твердого тела, которая не может быть удалена, величина определяемой работы адгезии обычно меньше на величину p
Wa = sжг (1+ cosq) - p. (5.6)
Значения p (доля адсорбционной составляющей работы адгезии) для разных лакокрасочных материалов и подложек составляют от долей процентов до нескольких процентов.
Адсорбционное взаимодействие благоприятствует смачиванию и растеканию жидкостей, краевой угол смачивания при этом уменьшается. Смачивание сопровождается выделением теплоты - 10-3 - 10-5 кДж/см2.
Для характеристики смачивания Х. Д. Шенборн ввел коэффициент растекания S - разность между работой адгезии и работой когезии Wк, численно равной 2sжг:
S = Wа - Wк = Wа - 2sжг = sжг (cosq - 1) (5.7)
При полном смачивании S ® 0. Причем, чем меньше работа когезии жидкости, тем легче эта жидкость смачивает различные твердые тела. Так, неполярные жидкости (алифатические и ароматические углеводороды), имеющие поверхностное натяжение » 20 мДж/м2, и содержащие их краски удовлетворительно смачивают большинство твердых тел различной природы, а жидкости с высоким поверхностным натяжением (вода, водные краски) не смачивают многие тела.
Высокоэнергетические поверхности смачиваются легче, чем низкоэнергетические, причем работа адгезии при этом также выше. Например, если наносить водные растворы пленкообразователей на полистирол (sкр = 33 мДж/м2) и олово (sкр = 540 мДж/м2) работа адгезии равна 72 и 312 мДж/м2 соответственно.
Шероховатость поверхности также влияет на смачивание: в случае гидрофильных тел (q уменьшается) - положительно, а в случае гидрофобных - отрицательно.
При нанесении высоковязких растворов и расплавов полимеров процессы растекания усложняются. Угол q в этих случаях близок к 90° и часто кажется, что жидкость плохо смачивает поверхность. Но здесь не учитывается тот факт, что равновесное состояние краевого угла в таких системах устанавливается медленно, часто в течение нескольких суток, и угол, образующийся при растекании, может легко изменяться под влиянием механических воздействий. Растеканию в вязком режиме, как и оттеканию (восстановлению принудительно деформированной капли в первоначальное состояние) противодействует механическая сила f - усилие деформации образца. Устанавливается не истинное термодинамическое равновесие, а ложное, заторможенное:
sтг - sтж = sжг·cosq + f0 (5.8)
Из уравнения 5.8 видно, что если сила f велика, то растекания не происходит, даже несмотря на его энергетическую выгодность. В этой связи для улучшения растекания часто снижают вязкость лакокрасочных материалов.
Часто при нанесении водных красок на плохо обезжиренные поверхности и изделия, покрытые предварительно масляными красками, гидрофобные поверхности пластмасс и др. Наблюдается «сбегание» - собирание краски в отдельные островки и капли. Это является признаком плохого смачивания. Влажные поверхности не смачиваются гидрофобными красками.
Следствием плохого смачивания и растекания красок на поверхности может быть повышенная пористость покрытий, «шагрень» (волнистость) при нанесении жидких красок распылением и при сплавлении порошковых красок.
Эффект смачивания очень важен при производстве печатной продукции, а также при нанесении красок валковым методом и электроосаждением. Улучшить смачивание и растекание можно регулированием поверхностного натяжения, степени гидрофильности или гидрофобности лакокрасочного материала, а также изменением свойств подложки или того и другого. Так, благоприятно сказывается на смачивание поверхностей присутствие свободных жирных кислот в масляных и алкидных красках, введение в состав красок умеренно полярных растворителей (бутиловый спирт, этилцеллозольв, метилэтилкетон, циклогексанон, сольвент), тщательное обезжиривание поверхности. Смачивание также улучшается при нанесении красок в подогретом состоянии.

