










8.4. Гидравлическое распыление
Гидравлическое распыление, известное в литературе также под названием механическое распыление, принципиально отличается от других способов распыления тем, что диспергирование жидкого лакокрасочного материала осуществляется с помощью гидравлического давления, создаваемого сжатым воздухом.
Работа аппаратов гидравлического распыления основано на превращении потенциальной энергии краски, находящейся под давлением, в кинетическую энергию при выходе ее из сопла распылителя.
Способ гидравлического распыления был известен давно, однако его применение ограничивалось нанесением низковязких лакокрасочных материалов, в первую очередь водных строительных красок, при этом используемое давление не превышало 1 МПа. В 50-х годах были разработаны установки с рабочим давлением до 4,0-4,5 МПа, позволившие распылять более вязкие лакокрасочные материалы, в том числе и краски неводного типа. Затем способ усовершенствовался, рабочее давление выросло до 20-25 МПа, стало возможным нанесение материала как в нагретом, так и в ненагретом состоянии.
Этот способ получил название безвоздушное распыление и получил широкое применение в промышленности благодаря эффективности и высокой производительности.
Безвоздушное распыление, как разновидность гидравлического, более экономичен по сравнению с пневматическим распылением (потери лакокрасочного материала на туманообразование сокращается на 20-25%, расход растворителей на 15-20%), более удобен и безопасен по сравнению с ручным электростатическим распылением. Этот способ более высокопроизводителен и меньше загрязняет окружающую среду вредными веществами. Он применяется как в ручном, так и в автоматическом режиме.
Основы способа. Способ гидравлического распыления связан с диспергированием лакокрасочного материала за счет высоких скоростей его истечения из насадок (сопел) при подаче под давлением. Гидравлическое давление создается воздухом или непосредственно, например, с помощью центробежного или плунжерного насоса. Для распыления применяют струйные форсунки, устройство которых во многом определяет характер и степень распыления лакокрасочного материала и направление движения аэрозольного потока.
Для низковязких жидкостей скорость истечения из сопла ![]() определяется следующим уравнением:
определяется следующим уравнением:
![]() , (8.9)
, (8.9)
где ![]() - расходный коэффициент;
- расходный коэффициент; ![]() - давление на лакокрасочный материал;
- давление на лакокрасочный материал; ![]() - ускорение свободного падения;
- ускорение свободного падения; ![]() - плотность лакокрасочного материала.
- плотность лакокрасочного материала.
При определенной (критической) скорости, когда сопротивление воздуха движению выходящей из сопла струи превышает силы когезии жидкого материала, начинается его дробление.
При этом дисперсность образующегося аэрозоля зависит от геометрических размеров и формы отверстия сопла, гидродинамических параметров распыления, режимов истечения, свойств лакокрасочного материала, вязкости и поверхностного натяжения. Чем выше скорость истечения, меньше вязкость и поверхностное натяжение материала, тем меньше размеры капель образующегося аэрозоля.
Распыление оказывается более эффективным и происходит при меньшей критической скорости истечения, если жидкости перед выходом из сопла форсунки придают вращательное движение. Возникающая при этом центробежная сила способствует распылению. На таком принципе работают, в частности, форсунки, применяемые для гидравлического распыления лакокрасочных материалов при низком давлении (менее 10 МПа).
Также благоприятствует гидравлическому распылению нагревание лакокрасочных материалов. Это связано не только с понижением их вязкости и поверхностного натяжения, но и с обильным испарением нагретых растворителей при выходе из сопла распылителя в результате резкого падения давления. Этот прием широко используют на практике. Так, повышая температуру лакокрасочного материла от 20 до 100°С, можно снизить давление распылителя с 14-20 до 4-7 МПа.
Другой способ снижения давления – использование комбинированного распыления, сочетающего одновременно и гидравлический, и пневматический принципы.
При комбинированном распылении достаточно давления на лакокрасочный материал при истечении из сопла 3-5 МПа, но одновременно требуется подача сжатого воздуха в отверстие форсунки давлением 0,1-0,2 МПа. Под действием этого воздуха материал дополнительно диспергируется и более равномерно распределяется по сечению факела. Одновременно устраняются кромочные эффекты (завихрения струи), что приводит к снижению потерь лакокрасочных материалов при распылении; потери по сравнению с чисто безвоздушным распылением уменьшаются на 30-35%, с пневматическим – на 50% (рис. 8.9).
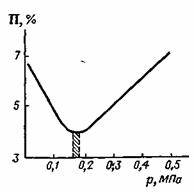
Рис. 8.9. Зависимость потерь лакокрасочных материалов при безвоздушном распылении от давления, дополнительно подаваемого сжатого воздуха (заштрихованная область – область оптимальных давлений)
Производительность установок гидравлического распыления сечением отверстия и формой сопла распылителя, а также давлением на краску. Регулируя эти параметры, можно в широких пределах изменять производительность: 1-8 кг/мин по краске или 1000-4000 м2/час по окрашиваемой поверхности.
Высокая производительность затрудняет ручное управление распылителями, делает практически невозможным окрашивание мелких изделий и получение высокодекоративных покрытий. Поэтому гидравлическое распыление применяют при окрашивании крупногабаритных изделий несложной формы и строительных объектов.
Нанесение лакокрасочных материалов распылением при низком давлении. Гидравлическое распыление низковязких водных красок (известковых, клеевых, силикатных) удовлетворительно происходит при относительно невысоком давлении 0,6-0,8 МПа. Качество распыление невысокое, но образующиеся покрытия вполне отвечают требованиям строительного назначения (основное применение данного способа).
Для выполнения окрасочных работ применяют краскопульты с ручным и механическим приводом. В ручных краскопультах давление на краску создается за счет сжатого воздуха от ручного насоса. При этом в отличие от пневматического распыления воздух непосредственного участия в распылении лакокрасочного материала не принимает. В распылительных устройствах механического типа – электрокраскопультах – давление на краску создается с помощью насосов низкого давления, работающих от электродвигателей.
Основной элемент краскопульта – форсунка. Наиболее распространена форсунка центробежного типа (рис.8.10.а). Этот полый цилиндр с двумя отверстиями. Входное отверстие форсунки находится на боковой поверхности у одного основания цилиндра, выходное – в центре другого основания. Краска входит в форсунку по касательной к боковой поверхности, и, скользя по ее цилиндрической стенке, получает быстрое вращательное движение при одновременном продвижении к выходному отверстию. При выходе из форсунки краска в результате перепада давления и центробежной силы распыляется, образуя факел в виде полого конуса, который своим основанием направлен на окрашиваемую поверхность.
В другом варианте форсунки (рис. 8.10.б) вращение краски обеспечивается за счет винтообразного внутреннего вкладыша.
При распылении достигается тот же эффект, хотя краска поступает в форсунку не сбоку, а через основание цилиндра вблизи от его боковой поверхности.
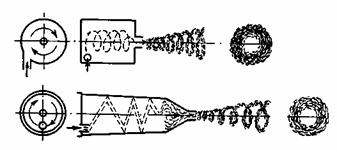
Рис. 8.10. Схема работы форсунок центробежного типа:
а – полая форсунка; б – форсунка с вкладышем
В последнем случае сопротивление краски несколько снижается, факел получается более удлиненным и направленным.
Наряду с форсункой, в комплект ручного краскопульта (рис. 8.11) входят плунжерный насос, шланги, фильтр, металлическая удлинительная трубка – «удочка». Краскопульт СО-22 обслуживается двумя рабочими. Один из них действует удочкой, а второй при помощи насоса поддерживает нужное давление (0,8 МПа). Так как форсунка дает полую струю, то для получения равномерного покрытия форсунку, держа за удочку, перемещают, совершая ею плавные круговые движения. Расстояние от форсунки до окрашиваемой поверхности – 0,75-1,0 м. Производительность по окрашиваемой поверхности – 200м2/ч.
При больших объемах окрасочных работ используют электрокраскопульт типа СО-22, СО-25, СО-61, СО-69 и др. В отличие от ручного насоса работа диафрагменного насоса электрокраскопульта осуществляется с помощью электродвигателя. Давление на краску (0,7 МПа) поддерживается автоматически и контролируется манометром.
Длина краскоподающих шлангов – 20-50 м, это позволяет, пользуясь одним насосом, осуществлять большой объем окрасочных работ. Например, производительность насоса СО-69 при применении 7 форсунок по краске составляет 1 м3/ч или по окрашиваемой поверхности 1500-1700 м2/ч. Электрокраскопульты обычно монтируются на тележке и представляют собой передвижные окрасочные установки.
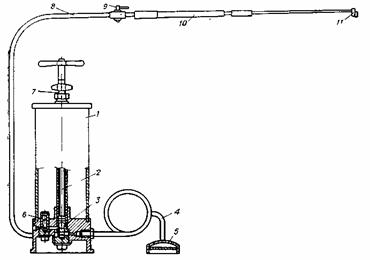
Рис. 8.11. ручной краскопульт сщ-20а: 1 - корпус; 2 - насос; 3 - всасывающий клапан; 4 - приемный шланг; 5 - фильтр; 6 - нагнетательный клапан; 7 - сальник; 8 - напорный шланг; 9 - кран; 10 - «удочка»; 11 - форсунка
Нанесение лакокрасочных материалов распылением при высоком давлении (безвоздушное распыление). Способ распыления лакокрасочных материалов при высоком давлении (6-25 МПа), так называемый способ безвоздушного распыления, получил широкое распространение в промышленности при окрашивании средне - и крупногабаритных изделий 1-ой и 2-ой групп сложности, изготовляемых в серийном и массовом масштабе, судов, вагонов, турбин, дорожных и сельскохозяйственных машин, фургонов, конструкционных металлических листов, крупных профилей, станков и др. Он постепенно вытесняет пневматическое распыление, благодаря экономичности, компактности установок, более высокой производительности, меньшему загрязнению окружающей среды. Потери лакокрасочных материалов при нанесении этим способом не превышают 10-25%, а срок окупаемости установок 2-3 месяца. Наибольшая эффективность способа проявляется при окрашивании крупногабаритных изделий и объектов, а также при больших объемах окрасочных работ на производстве, когда потребление красок составляет десятки и сотни тонн в год.
Распыление проводят в трех вариантах: с нагревом, без нагрева лакокрасочного материала и комбинированным путем (сочетанием гидравлического способа с пневматическим). В первом случае лакокрасочный материал нагревают до 60-100°С и подают к соплу распылителя под давлением 6-10 МПа. Во втором случае ненагретый материал распыляют при18-25°С, в третьем – распыление материала проводят под давлением 3-7 МПа с дополнительной подачей воздуха в зону распыления под давлением 0,1-0,2 МПа. С учетом этого и применяют соответствующие установки.
Для нанесения нагретых лакокрасочных материалов в основном используют установки УБР-3, УБР-150П, «ЛУЧ-2», ненагретых при безвоздушном распылении – «Радуга-2ОБ», «Факел-3», «Факел-4», «Спутник-1», БР-1, БР-2, «Веер-1», УБРХ-1М, УБР-МП, «Кит-1654», «Спрут», а также «Виза-1» производства Чехии, «Кинг», «Президент», изготовляемые фирмой «Трако» (США); при комбинированном распылении – «Заря-1». Различают малогабаритные передвижные (переносные) и крупногабаритные передвижные или стационарные установки; они могут быть оснащены ручными и автоматическими краскораспылителями.
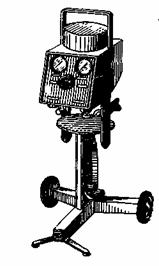
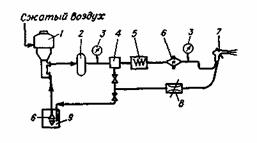
На рис. 8.12 приведена схема и общий вид распространенной малогабаритной установки «Радуга-0,63П». Она работает под давлением 17-19 МПа, имеет производительность по окраске 0,6-0,63 кг/мин или по окрашиваемой поверхности 300-350 м2/ч. Самая малогабаритная установка этого типа «Спутник-1» (ее масса 12кг), а самые крупные и мощные «Кит-1654» и «Кинг». Последние работают под давлением до 25 МПа и имеют производительность по краске 4 кг/мин и более, что позволяет за 1 час окрашивать ими поверхности в несколько тысяч квадратных метров. Достаточно эффективны и установки комбинированного распыления лакокрасочных материалов. Например, производительность установки «Заря-1» по краске составляет 0,65-1,2 кг/мин.
Автоматизированные установки («Лист-1», «Профиль») позволяют производить окрашивание в автоматическом режиме на потоке. Они нашли применение для грунтования листового и профильного проката. Производительность установки «Лист-1» 700 м2/ч, толщина получаемых покрытий 18-20 мкм.
 а б
а б
Рис. 8.12. принципиальная схема (а) и общий вид (6) установки безвоздушного распыления лакокрасочных материалов «радуга-0,63п»: 1 — насос высокого давления; 2 - буферная емкость 3 - манометры; 4 - регулятор давления; 5 - красконагреватель; 6 - фильтры; 7 - краскораспылитель высокого давления; 8 - дроссель; 9 - красочный бак
Установки для ручного распыления краски без нагрева в основном укомплектованы краскораспылителем КРБ-1, с нагревом – КРВД-10Ф. Для автоматического нанесения лакокрасочных материалов в установках используется краскораспылитель РДУ-1. В отличие от пневматических, распылители безвоздушного типа имеют лишь один канал для краски. Кроме того, в конструкции обеспечивается полная и надежная герметичность, прочность всех сочленений с расчетом на работу под давлением до 25 МПа.
Безвоздушным распылением без нагрева можно наносить самые разные лакокрасочные материалы; в случае нагрева, как и при любом другом способе, исключается нанесение высокореакционных лаков и красок (эпоксидных, полиэфирных, полиуретановых). Особенно распространено нанесение грунтовок, лаков, эмалей, алкидных, масляно-фенолоформальдегидных, нитратцеллюлозных, перхлорвиниловых, полиакрилатных. Важное требование к лакокрасочным материалам – хороший перетир пигментов: размер частиц в них не должен превышать 15 мкм. Способом безвоздушного распыления нельзя наносить краски чешуйчатого строения (бронза, алюминиевая пудра, графит, слюда). В работе используют, как правило, лакокрасочные материалы с вязкостью 80-120 с по ВЗ-4 18-23°С; толщина однослойных покрытий при этом составляет 15-30 мкм.
Особого навыка и тренировки требует ручное нанесение лакокрасочных материалов. В процессе окрашивания необходимо постоянно перемещать краскораспылитель, постоянно держа его перпендикулярно окрашиваемой поверхности на расстоянии 250-350 мм. Скорость перемещения должна быть такой, чтобы при хорошем укрытии поверхности исключить образование натеков. На вертикальных поверхностях натеки могут возникать, если толщина нанесенного слоя превышает 30-45 мкм. Только в случае тиксотропных эмалей можно наносить более толстые слои (до 100-120 мкм). Однако при самом тщательном нанесения покрытия по декоративному виду уступают покрытиям, получаемым при пневматическом распылении. Они соответствуют лишь 3-у и 4-у классу отделки.
Как и при пневматическом распылении, при нанесении лакокрасочных материалов под высоким давлением в зоне распыления концентрируются пары растворителей и не осевшая на изделие красочная пыль. Поэтому изделия окрашивают в распылительных камерах или с применением бескамерных установок, обеспечивающих отсос загрязненного воздуха из зоны распыления. Используют распылительные камеры, по конструкции аналогичные применяемым при пневматической окраске. Для камер с боковым отсосом вентиляция выбирается таким образом, чтобы скорость движения в открытых проемах составляла 0,6-0,7 м/с. Если в камерах предусмотрен нижний отсос и верхняя подача воздуха, то производительность вентилятора должна составлять 1200-1500 м3/ч на 1м2 пола камеры.

