










8.6. Валковый способ
Плоские изделия можно окрашивать не только способом налива или распыления, но и с помощью валков. Валковый способ издавна применяется при нанесении печатных красок, лакировании продукции полиграфической промышленности, отделке мебельных изделий. Традиционным является его использование для покрытия таких материалов как бумага, картон, полимерные пленки, металлическая фольга, жесть и др. его используют для окрашивания листового и рулонного проката.
Валковый способ, в отличие от других, высокопроизводителен, с большим коэффициентом использования лакокрасочных материалов, относительно хорошим качеством покрытий (равномерность толщины, отсутствие шагрени). Это автоматизированный процесс, осуществляемый на специальных машинах валкового типа. Наиболее распространены машины, имеющие три окрасочных валка – наносящий, регулирующий и питающий. Наносящий валок имеет обрезиненную поверхность (применяется резина, стойкая к растворителям), остальные валки – стальные, хромированные (рис. 8.22).
 а б
а б
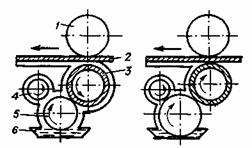
Рис. 8.22. схема нанесения лакокрасочных материалов на валковых машинах прямой (а) и обратной (б) ротации: 1, 3, 4, 5 - направляющий, наносящий, регулирующий и питающий валки; 2 - подложка (лента); 6 - ванна с лакокрасочным материалом
Различают машины прямой и обратной ротации. Принципиальное их различие – в направлении вращения наносящего валка относительно движения подложки. У машины прямой ротации эти направления совпадают. Такие машины применяют для нанесения печатных красок, лаков и грунтовок с целью получения тонких покрытий. В машинах обратной ротации направление вращения наносящего валка противоположно направлению движения подложки. Происходит как бы проскальзывание валка относительно поверхности подложки. Эти машины применяют для нанесения более вязких материалов, соответственно могут быть получены более толстые покрытия.
Валковые машины различаются и способом подачи лакокрасочного материала. Материал может захватываться питающим валком из ванны, подаваться (дозироваться) на регулирующий валок, поступать непосредственно в зазор между валками.
Имеются машины для одностороннего и двухстороннего окрашивания изделий.
Валковый способ позволяет получать покрытия разной толщины – от единиц до сотен микрометров. Толщина наносимого слоя определяется многими параметрами: зазором между валками, соотношением окружных скоростей вращения валков и перемещения покрываемой поверхности, распределением л/к материала между поверхностями после прохождения зазоров.
Если обозначить толщину слоя в конце зазора питающего и регулирующего валков (непосредственно перед делением слоя) через h, то количество краски Q, проходящей в единицу времени через зазор и приходящейся на единицу ширины валка, равно:
Q = h×Vср, (8.12)
где Vср – полусумма окружных скоростей контактирующих валков.
От значения Q в основном зависит конечная толщина слоя краски на изделии. Так как h является функцией зазора, то наиболее простой способ регулирования толщины покрытий при валковом нанесении – изменение расстояния между питающим и регулирующим валками.
Валковые машины устанавливают в хорошо вентилированных камерах. Во избежание попадания пыли на покрытие в камерах поддерживается избыточное давление воздуха; привод и пульт управления устанавливают вне камеры. Валковые машины – только часть больших и сложных агрегатов (линий), предназначенных для окрашивания листов и полосового проката (ленты).
Листовые агрегаты применяют при относительно небольших объемах окрасочных работ и широком ассортименте выпускаемой продукции. Они используются при лакировании жести для консервной тары и окрашивании листового металла разной толщины. В их комплект наряду с валковой машиной входит оборудование по подготовке поверхности, отверждению (сушке) покрытий и транспортные устройства.
Линии по нанесению лакокрасочных материалов на полосовой прокат более сложны и производительны. Они включают оборудование для разматывания ленты из рулонов и сматывания ее, транспортирования ленты, подготовки поверхности, нанесения лакокрасочного материала, сушки и охлаждения покрытия. Существующие конструкции линий обеспечивают автоматическое окрашивание металлической ленты шириной до 2мм при скорости движения ее 180 м/мин и более. При этом последовательно наносится до 2-3 слоев покрытия. Протяженность таких линий достигает 175-200 м.
Эффективность работы валковых машин во многом зависит от правильного выбора лакокрасочного материала. Большинство лаков и красок, наносимых распылением, окунанием, обливом, непригодно для нанесения валковым способом. Поэтому были разработаны специальные материалы, легко передаваемые валками, быстро отверждающиеся, образующие механически и адгезионнопрочные покрытия. К ним относятся эмали на виниловой (ОД-ХВ-714, ОД-ХВ-221) и акрилатной (АК-0138, АС-1171, АС-5122) основе, алкидные (ГФ-296, ГФ-2107), эпоксидные (ЭП-0200) и другие лаки, грунтовки и эмали. Рабочая вязкость грунтовок по ВЗ-4 при 20°С 40-60с, эмалей 60-120с.
В промышленности бывшего СССР освоены крупные автоматизированные линии по окрашиванию ленты из алюминия, черной и оцинкованной стали, луженой жести.


