










8.7.4. Технология получения покрытий
Подлежащие окрашиванию изделия тщательно обезжиривают и при необходимости фосфатируют. Для промывки изделий при подготовительных операциях применяют умягченную воду; при окончательной промывке используется обессоленная вода из расчета 2-10л на 1м2 обрабатываемой поверхности.
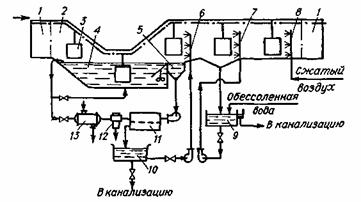
Рис. 8.25. Схема установки электроосаждения с применением ультрафильтрации:
1 - входной и выходной тамбуры; 2 - конвейер; 3 - изделие; 4 - ванна; 5 - сливной карман; 6 - контур промывки ультрафильтратом; 7 - контур промывки обессоленной водой; 8 - контур обдувки сжатым воздухом; 9 - бак для промывной воды; 10 - бак для ультрафильтрата; 11 - установка ультрафильтрования; 12 - фильтр; 13 - теплообменник
Нанесение покрытий осуществляется на установках периодического и непрерывного действия; последние получили наибольшее применение. На рис. 8.25 показана схема установки непрерывного действия для окрашивания изделий анодным электроосаждением с последующей их промывкой. Ванна соединена с отрицательным полюсом источника постоянного тока и является катодом; окрашиваемое изделие служит анодом; электрический ток подводится к нему через токосъемную шину, расположенную над ванной электроосаждения. Ванну обычно изготавливают из нержавеющей стали.
Перемешивание л/к материала в ванне осуществляют циркуляционным насосом; в случае больших по объему ванн (более 2 м3) дополнительно устанавливают мешалки. Пену с поверхности ванны смывают в расположенный смежно с ванной переливной карман путем подачи части лакокрасочного материала вдоль зеркала ванны.
Изделия поступают в ванну на токопроводящих покрытых гидрофобной смазкой подвесках. Расстояние от поверхности изделий до стенок, днища и верхнего уровня краски в крупногабаритных ваннах не менее 300 мм, в ваннах объемом до 1,5 м3–50-200 мм. Окрашивание проводится при соблюдении следующих режимов:
Температура раствора, °С 20-25
Напряжение, В 30-350
Плотность тока, А/м2 20-50
Продолжительность осаждения, с 60-120
Толщина покрытий, мкм 15-30
«Оборачиваемость» ванны (время «выработки» ванны или время полного обновления раствора) составляет обычно 0,5-1,5 месяца. Заданная температура лакокрасочного материала (при окрашивании 1 м2 поверхности выделяется 400-800 кДж теплоты) поддерживается с помощью теплообменника. Выходящие из ванны изделия с нанесенным слоем лакокрасочного материала промывают методом распыления деминерализованной (обессоленной) водой с целью удаления из слоя не перешедшего в осадок лакокрасочного материала. Эту операцию проводят при следующих условиях:
Давление при распылении воды, МПа 0,16-0.26
Температура, °С 15-25
Продолжительность промывки, мин 30-90
Промывка осуществляется в промывочных тоннелях или в специальных зонах промывки, оборудованных контурами с форсунками и насосом; промывка бывает двух - и трехсекционной.
Завершающей стадией процесса является обдувка изделий горячим воздухом, которая осуществляется в зоне обдувки, снабженной специальным контуром, под небольшим давлением при 100-130°С; продолжительность обдувки – 30-90 с.
Ванны электроосаждения вместимостью 1м3 и более для обеспечения безопасности работы имеют ограждения в виде стеклянного туннеля и снабжены приточно-вытяжной вентиляцией. Объем удаляемого воздуха определяется из расчета 50 м3/ч на 1м2 поверхности ванны электроосаждения, объем подаваемого воздуха составляет приблизительно 75% от объема удаляемого. Управление автоматизированными установками электроосаждения дистанционное, осуществляется с пульта управления.
Важным элементом всех установок является оборудование для очистки сточных вод и приготовления деминерализованной воды. Количество сточных вод составляет 5-15л на 1м2 окрашиваемой поверхности. Необходимость их очистки обусловлена санитарными и экономическими требованиями (при отсутствии регенерации лакокрасочных материалов из промывных вод их потери достигают 15-30%). Наиболее прогрессивный способ очистки сточных вод – ультрафильтрация, при которой осуществляется отделение коллоидных частиц от воды с помощью полимерных полупроницаемых мембран. Применяют установки ультрафильтрации с полимерными фильтрующими элементами трубчатого типа. Их производительность по ультрафильтрату достигает 10 м3/ч. Применение установок ультрафильтрации не только сокращает потери лакокрасочных материалов, но и позволяет регулировать состав ванны (повышать концентрацию растворов, уменьшать загрязнения электролитами) и резко уменьшать расход деминерализованной воды на промывку.
Деминерализованная вода служит и для разведения лакокрасочных материалов. Ее удельная объемная электрическая проводимость не должна превышать 2×103 См/м такую воду получают на ионообменных установках, где ионообменниками служат катионит КУ-2-8 и анионит АВ-17-2.

