










9.1.1. Конвективный способ
Основы способа. При конвективном способе нагревание слоя лакокрасочного материала и изделия осуществляется за счет передачи теплоты от окружающего воздуха или топочных газов. Теплота передается поверхности, постепенно распространяясь вглубь пленки, поэтому затвердевание покрытия происходит также с поверхности раздела пленка - газовая среда.
Такой способ отверждения не является оптимальным. При использовании жидких красок образующийся на поверхности слой более высохшего материала замедляет диффузию и отвод растворителя из глубинных слоев пленки; в случае порошковых красок оплавленный с поверхности слой полимера затрудняет выход воздуха из остальной части покрытия.
Из-за низкой теплопроводности газов (для воздуха при 100ºС λ ≈ 0.028 Вт/м·°С, т. е. в тысячи раз меньше, чем у металлов) в конвективной передаче теплоты покрытию принимают участие только слои, непосредственно контактирующие с изделием.
Для улучшения теплопередачи используют перемешивание нагретых газов. Это вызывает дополнительную затрату энергии, т. е. конвективный способ отверждения малоэффективен и достаточно энергоемок. Однако его широко применение объясняется рядом достоинств: универсальностью (пригоден для отверждения любых лакокрасочных материалов, нанесенных на различные подложки), мягкостью и равномерностью нагрева (можно нагревать изделия разной степени сложности), простотой конструкции и легкостью эксплуатации сушильных установок.
С теплотехнической точки зрения в процессе отверждения (сушки) можно выделить три стадии (рис. 9.1).
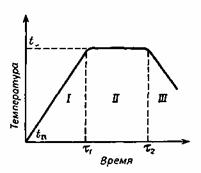
Рис. 9.1. Температурно-временная характеристика конвективной сушки покрытий:
I - подъем температуры, II - собственно сушка, III - охлаждение покрытия
Стадия I (подъем температуры) характеризуется наличием температурного градиента в пленке Δt=tс–tп, который тем больше, чем выше температура в сушилке tс и ниже нагреваемого изделия (подложки) tп. Большой перепад температур приводит к неравномерному протеканию процесса отверждения: в верхней части пленки возможны деструктивные процессы, тогда как у подложки процесс может быть полностью не завершен.
Стадия I при конвективном способе нагрева обычно длительна и во многом определяет общее время отверждения покрытия; τ1 зависит от массы и теплофизических параметров материалов покрытия и изделия и скорости подвода к ним температуры. Ориентировочно время τ1 (в мин), необходимое для выравнивания tп и tс находят как утроенное произведение толщины покрываемого изделия δ (в мм), т.е. τ1 ≈ 3·δ.
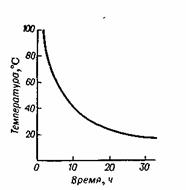
Рис. 9.2. зависимость продолжительности отверждения масляных покрытий от температуры
Продолжительность стадии II (собственно сушки) зависит от скорости протекания процессов в пленке и является функцией температуры (рис. 9.2).
Стадия III (охлаждение покрытия) может быть проведена как в пределах сушильной установки, так и вне ее.
Для определения продолжительности отверждения различных лакокрасочных материалов применяются номограммы и универсальная диаграмма, учитывающие температуру в сушилке (Т, °С) и твердость (Н) по маятнику, полученных покрытий (рис. 9.3).

Рис. 9.3. номограмма режимов отверждения пентафталевой эмали пф-115 при конвективном способе нагрева
Номограммы составлены из расчета толщин подложки и покрытия 1 мм и 20 мкм соответственно. При отклонении от этих толщин пользуются формулами для пересчета. Например, в случае алкидных покрытий на подложке толщиной 1-10 мм такая формула имеет вид:
τ=τ0·δ0.3-0.5, (9.1)
где τ0 - продолжительность отверждения покрытия на подложке с δ = 1мм.
Для пересчета параметров отверждения (температура, продолжительность) с опытных образцов на производственные изделия пользуются ГОСТ 9405-83 ЕС3КС. Пересчет осуществляется с учетом обобщенного безразмерного коэффициента.
Аппаратурное оформление. Для конвективного отверждения применяют сушилки периодического (тупиковые и камерные) или непрерывного (проходные и коридорные) действия, оборудованные тепловентиляционными агрегатами. По типу теплоносителя сушилки подразделяют на паровые, электрические, пароэлектрические, газовые. Для температур 50-110°С наиболее экономичными считаются сушилки с паровым обогревом, выше 110°С - с электрическим и газовым.
Применяют сушилки прямого действия, в которых обеспечивается непосредственный контакт теплоносителя (нагретый воздух, топочные газы) с изделием и непрямого действия, в которых теплота передается изделию от теплоносителя (обычно топочные газы) через стенку. Первый тип сушильных камер наиболее распространен. Их применяют не только для отверждения покрытий (грунтовочные, шпатлевочные, верхние слои), но и для сушки изделий от воды при подготовке поверхности, мокром шлифовании и других операциях. Газовые сушилки непрямого действия используют только в тех случаях, когда прямой контакт изделия с топочными газами нежелателен, например, при получении светлых высокодекоративных покрытий.
Тупиковые сушилки изготовляют в виде небольших шкафов, а также в виде одно - и многосекционных камер. Их широко применяют на предприятиях с индивидуальным и мелкосерийным производством. В проходные сушильные камеры изделия поступают непрерывно на конвейере. Камеры такого типа применяют преимущественно на предприятиях с массовым производством при поточной организации окрасочных работ.
Эффективность работы сушилок во многом зависит от характера распределения нагретых газов по сечению камеры, степени омывания ими окрашенных изделий, скорости движения газов. При этом важное значение имеет конструкция камеры и взаимное расположение воздуховодов (рис. 9.4). В случае крупных изделий преимущественно используют схемы а, б, иногда г, в случае мелких изделий, поступающих в сушилку уложенными на этажерки, - схему в или г. В проходных сушилках режим отверждения удается осуществлять в полном соответствии с процессами, протекающими при формировании покрытия. Лучшими в этом отношении являются многозональные сушильные камеры.
а б в г
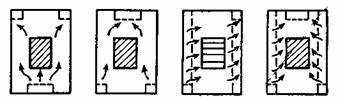
Рис. 9.4. Схема движения газов в сушильных камерах конвективного типа
Сушилку условно делят, например, на 3 зоны, каждая из которых имеет свой тепловентиляционный центр. Первая зона рассчитана на частый воздухообмен, большой приток теплоты и свежего воздуха, так как на этом участке требуется подъем температуры и испаряется до 90% вносимых с лакокрасочным материалом растворителей. Вторая зона не связана с большим расходом теплоты и загрязнениями воздуха растворителями. Третью зону можно рассматривать как зону охлаждения или доотверждения покрытия, происходящего за счет теплоты, аккумулированной изделием.
Кратность обмена воздуха и степень его обновления принимают, исходя из условия поддержания взрывобезопасной концентрации паров растворителя в сушилке. Расход свежего воздуха Vвозд при этом может быть вычислен по следующим формулам.
Для камер периодического действия:
Vвозд=2GК/τа. (9.2)
Для камер непрерывного действия:
Vвозд=2G'К/а, (9.3)
где G и G' - масса растворителя, поступающего в сушилку с лакокрасочным материалом единовременно и в единице времени соответственно;
К - постоянная, зависящая от температуры, при изменении температуры от 90 до 200°С, К изменяется от 2 до 5; τ - время испарения основной массы растворителя, τ = 5-10 мин; а - нижний предел взрываемости паров растворителя.
При формировании покрытий из порошковых красок кратность обмена воздуха в нагревательных установках в несколько раз меньше, поскольку из порошковых красок выделяется летучих компонентов в 20-30 раз меньше, чем из жидких.
Для обеспечения нормальной работы сушильных камер принимают скорость движения (перемешивания) воздуха 0,8-2,5 м/с, разность температур подаваемого и отсасываемого воздуха 10-12°С.
Перспективные пути повышения эффективности конвективной сушки покрытий - увеличение скорости движения энергоносителя (воздуха) и введение в него добавок паро - или газообразных веществ, являющихся катализаторами отверждения (для покрытий термореактивного типа). В первом случае используются аэродинамический метод нагрева энергоносителя (нагрев происходит равномерно за счет перехода механической энергии, развиваемой ротором центробежного вентилятора, в тепловую при циркуляции воздуха в замкнутом пространстве со скоростью 9 м/с). В такой аэродинамической сушилке скорость отверждения покрытий в 1,5-2 раза выше, чем в обычной калориферной, потребляемая мощность - на 20-25% ниже.
Второй случай используется на практике при отверждении полиуретановых, эпоксидных и других покрытий. Например, с введением в воздушную среду третичных аминов время отверждения таких покрытий сокращается в десятки раз, составляя 30-60 с.

