










9.1.2. Терморадиационный способ
Терморадиационный способ используют в промышленности с 30-х годов. В настоящее время он является одним из основных способов отверждения покрытий. Достоинства: высокая эффективность, простота и компактность оборудования.
Основы способа. Принцип отверждения основан на использовании лучистой энергии, испускаемой нагретыми телами (лампы накаливания, металлические и керамические плиты, спирали, газовые горелки и др.).
По закону смешения Вина длина волны, соответствующая максимуму интенсивности излучения λмакс зависит от абсолютной температуры:
λмакс=2998/Т. (9.4)
Общее количество энергии (в МДж/ч), излучаемой нагретым телом, вычисляют по формуле Стефана-Больцмана:
Q=20,6 10-8·ε F·T4, (9.5)
где ε - степень черноты; F - поверхность излучения.
В зависимости от природы поверхности и температуры нагрева спектральная характеристика излучения различных тел неодинакова. Так, максимум интенсивности ИК-излучения лампы №С-2 (зеркальная для сушки) - 1200 нм, а чугунной плиты (Т = 650 К) - 4500 нм.
Для ламповых (или «светлых») излучателей коротковолновое излучение с λ = 760-2500 нм считается светлым. В отличие от него, излучение с λ = 3500-4500 нм называют темным. Источником его являются тела с температурой нагрева 650-720 К («темные» излучатели).
Степень восприятия лакокрасочными материалами лучистой энергии с различной длиной волны неодинакова, соответственно, различен и эффект ее действия при отверждении.
Непигментированные жидкие лакокрасочные материалы, как и твердые покрытия в слоях толщиной до 50 мкм, достаточно проницаемы для ИК-лучей, при этом проницаемость уменьшается с увеличением длины волны. Эта закономерность сохраняется и для порошковых материалов, но относительная прозрачность порошков из-за большой рассеивающей способности во всем диапазоне длин волн намного меньше, чем жидких материалов. По мере формирования покрытий проницаемость порошковых пленкообразователей для ИК-лучей резко возрастает.
Оптические характеристики пигментированных покрытий, особенно отражательная способность, могут изменяться в зависимости от вида пигмента, что сказывается на скорости формирования покрытий при лучистом нагреве. Так как пленка поглощает и отражает только часть лучистой энергии, то остальная ее доля попадает на подложку и, изменяя спектральные характеристики ИК-излучения и оптические свойства лакокрасочного материала и подложки, можно регулировать нагрев пленки, подложки или пленки и подложки одновременно. На практике чаще используется второй и третий варианты.
На рис. 9.5 приведены данные по эффективности светлого и темного излучений при формировании покрытий из жидкой или порошковой красок. В первом случае эффективность оцениваем по скорости нагрева подложки и твердости покрытий, во втором - по светопропусканию слоя порошка. Проникающая способность светлого излучения выше, чем темного, что проявляется в большой скорости формирования покрытия из порошковой краски.
а б
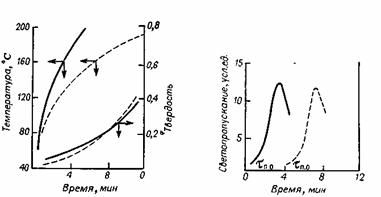
Рис. 9.5. Сравнительная эффективность светлого (¾¾) и темного (- -) излучений при формировании покрытий из мочевино-формальдегидной эмали МЧ-13 (а) и порошковой поливинилхлоридной краски П-ХВ-716 (б)
Скорость теплопередачи и, соответственно, скорость сушки возрастают при введении в состав пленки теплопроводных пигментов и наполнителей, особенно порошков металлов - цинка и др. (покрытия «Цинкромет»), при любых видах излучения.
С технической точки зрения (более низкие температуры, удобство эксплуатации) для отверждения покрытий предпочтительнее темные излучатели.
На ИК-отверждение покрытий оказывают влияние масса и теплофизические свойства материала подложки, мощность излучателя, его рассеяние от окрашенной поверхности и т.д. Следует отметить, что на толстостенных массивных подложках с большой теплопроводностью покрытия формируются медленнее, чем на тонкостенных с малой теплопроводностью (рис.9.6).
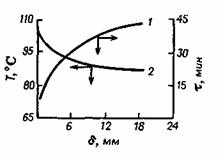
Рис. 9.6. зависимость продолжительности отверждения покрытия из пентафталевой эмали пф-133 (1) и температуры подложки (2) от толщины металлической подложки
С увеличением мощности излучателя N длительность отверждения τ сокращается, а с увеличением расстояния от него до изделия l растет. Это показано на примере пентафталевой эмали ПФ-115:
|
l, м |
100 |
200 |
300 |
500 |
|
τ, мин |
3 |
6 |
10 |
36 |
В современных установках для отверждения покрытий принимают N =1-8 кВт/м2, а l =150-300 нм.
Отличия терморадиационного способа отверждения покрытий от конвективного:
1) при терморадиации существенно ускоряется подвод теплоты к изделию, в результате резко сокращается стадия подъема температуры окрашенного изделия;
2) нагревание слоя лакокрасочного материала происходит не снаружи, а изнутри, от подложки. Это благоприятствует выходу летучих продуктов из пленки.
В результате существенно (в 2-10 раз) ускоряется процесс формирования покрытий при конвективном нагреве по сравнению с терморадиационным.
Несмотря на то что ИК-лучи не инициируют химических реакций отверждения, наибольший эффект от их использования достигается при получении покрытий из термопревращаемых пленкообразователей; ИК-нагрев, как правило, не применяется в случае быстросохнущих лакокрасочных материалов (эфироцеллюлозных, виниловых, полиакрилатных и др.).
Продолжительность формирования покрытий τ при терморадиационном способе определяют с помощью номограмм или по следующей формуле с учетом температуры t и твердости покрытия Н:
τ=10а Нbtc,
где а, b и c -
постоянные, зависящие от природы лакокрасочного материала.
Аппаратурное оформление. Для отверждения покрытий под действием ИК-излучения используются сушильные камеры непрерывного и периодического действия и щитовые передвижные или стационарные установки. Термоноситель в них - электроэнергия или природный газ. Используют также терморадиационные и терморадиационно-конвективные камеры. Последние более применимы для изделий сложной конфигурации.
Источники ИК-излучения: панельный и рефлекторный (трубчатый) генераторы, например типа НВСЖ, с температурой нагрева 350-400ºС (темные излучатели) и кварцевоиодные лампы КИ, НИК и др. (светлые излучатели). В газовых сушильных камерах излучающим элементом являются стальные панели. Они нагреваются топочными газами до 350-400ºС.
Типовая сушильная камера непрерывного действия - это сварной туннель, состоящий из входного и выходного тамбуров, нескольких излучающих (рабочих) секций и вентиляционного центра (рис.9.7).
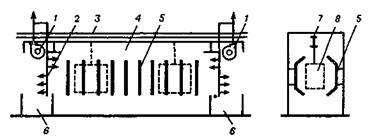
Рис. 9.7. Схема электротерморадиационной камеры:
1 - вентилятор; 2 - воздушная завеса; 3 - корпус камеры;4 - рабочая зона; 5 - излучатель; 6 - тамбуры; 7 - конвейер; 8 - изделие
Температура в электротерморадиационных камерах поддерживается путем изменения мощности нагревательных панелей, в камерах с газовым нагревом - изменением объема газа, подаваемого к горелкам. Расход электроэнергии на 1 м2 поверхности готового покрытия составляет 1,8-5,4 МДж, газа 0,07-0,12 м3.
Пути интенсификации процесса ИК-отверждения покрытий и снижения энергозатрат:
1) применение установок с более высокой удельной мощностью (повышение мощности в 2 раза приводит к снижению удельного энергопотребления в 6-8 раз);
2) сочетание излучения с разной длиной волны и конвективным энергоподводом;
3) использование когерентного (лазерного) излучения с длиной волны, находящейся в резонансе с колебаниями групп пленкообразователя.

